
Valid for serial no. 739--xxx--xxxx0449 310 001 2009--03--11
Miggytrac 2000
110
PT
Manual de instruções

-- 2 --
DECLARAÇÃO DE CONFORMIDADE
ESAB AB, Welding Automation, SE--695 81 Laxå Suécia, garante sob responsabilidade própria que,
o equipamento automático para soldadura Miggytrac 2000 a partir do número de série 739 está em
conformidade com a norma IEC/EN 60292 e IEC/EN 60204--1 segundo os requisitos da directiva
(98/37/CEE) e com a norma EN 50199 segundo os requisitos da directiva (89/336/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
Henry Selenius
Managing Director
ESAB AB, Welding Automation
SE--695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411721
Laxå 2004--04--16

-- 3 --
TOCp
Reservamo--nos o di reito de alterar as especificações sem aviso prévio.
1 SEGURANÇA 4......................................................
2 INTRODUÇÃO 6.....................................................
2.1 Geral 6....................................................................
2.2 Equipamento 7.............................................................
2.3 Características técnicas 7....................................................
3 INSTALLAÇÃO 8....................................................
3.1 Generalidades 8............................................................
3.2 Outras conexões 9..........................................................
4 OPERAÇÃO 19.......................................................
4.1 Geral 19....................................................................
4.2 Painel frontal 20..............................................................
5 MANUTENÇÃO 21....................................................
5.1 Geral 21....................................................................
5.2 Diária 21....................................................................
5.3 Em caso de necessidade 21...................................................
6 ACESSÓRIOS 21.....................................................
6.1 Alternativas de conexão 1: ESAB 21............................................
6.2 Alternativas de conexão 2: Universal 21.........................................
7 ENCOMENDA DE PEÇAS SOBRESSALENTES 21.......................
ESBOÇO COM DIMENSÕES 22...........................................
ESQUEMA DE BLOCOS 23...............................................
LISTA DE PEÇAS SOBRESSALENTES 25..................................

-- 4 --
fhb2SafeP
1 SEGURANÇA
São os utilizadores de equipamento de soldadura ESAB a quem em última análise cabe a res-
ponsabilidade de assegurar que qualquer pessoa que trabalhe no equipamento ou próximo do
mesmo observe todas as medidas de precaução de segurança pertinentes. As medidas de pre-
caução de segurança devem satisfazer os requisitos que se aplicam a este tipo de equipamento
de soldadura. Além dos regulamentos normais aplicáveis ao local de trabalho, devem observar--
se as seguintes recomendações.
Todo o trabalho deve ser executado por pessoal especializado, bem familiarizado com o funcio-
namento do equipamento de soldadura. O funcionamento incorrecto do equipamento pode resul-
tar em situações perigosas que podem dar origem a ferimentos no operador e danos no equipa-
mento.
1. Qualquer pessoa que utilize o equipamento de soldadura deve estar familiarizado com:
S a operação do mesmo
S o local das paragens de emergência
S o seu funcionamento
S as medidas de precaução de segurança pertinentes
S o processo de soldadura
2. O operador deve certificar--se de que:
S nenhuma pessoa não autorizada se encontra dentro da área de funcionamento do equi-
pamento quando este é posto a trabalhar.
S ninguém está desprotegido quando se forma o arco
3. O local de trabalho tem de:
S ser adequado à finalidade em questão
S não estar sujeito a correntes de ar
4. Equipamento de segurança pessoal
S Use sempre o equipamento pessoal de segurança recomendado como, por exemplo,
óculos de segurança, vestuário à prova de chama, luvas de segurança.
S Não use artigos soltos como, por exemplo, lenços ou cachecóis, pulseiras, anéis, etc.,
que poderiam ficar presos ou provocar queimaduras.
5. Medidas gerais de precaução
S Certifique--se de que o cabo de retorno está bem ligado.
S O trabalho em equipamento de alta tensão só será executado por um electricista qua-
lificado.
S O equipamento de extinção de incêndios apropriado tem de estar claramente identificado
e em local próximo.
S Alubrificaçãoeamanutenção não podem ser executadas no equipamento durante o
seu funcionamento.
PT

-- 5 --
fhb2SafeP
LEIA E COMPREENDA O MANUAL DE INSTRUÇÕES ANTES DE INSTALAR OU UTILIZAR A UNIDADE.
A SOLDADURA POR ARCO ELÉCTRICO E O CORTE PODEM SER PERIGOSOS PARA SI E PARA
AS OUTRAS PESSOAS. TENHA TODO O CUIDADO QUANDO SOLDAR. PEÇA AS PRÁTICAS DE
SEGURANÇA DO SEU EMPREGADOR QUE SE DEVEM BASEAR NOS DADOS DE PERIGO FORNE-
CIDOS PELOS FABRICANTES.
CHOQUE ELÉCTRICO -- Pode matar
S Instale e ligue à terra a unidade de soldadura de acordo com as normas aplicáveis.
S Não toque em peças eléctricas ou em eléctrodos com carga com a pele desprotegida, com luvas
molhadas ou roupas molhadas.
S Isole --s e a si próprio, e à peça de trabalho, da terra.
S Certifique--se de que a sua posição de trabalho é segura.
FUMOS E GASES -- Podem ser perigosos para a saúde
S Mantenha a cabeça afastada dos fumos.
S Utilize ventilação e extracção no arco, ou ambos, para manter os fumos e os gases longe da sua
zona de respiração e da área em geral.
RAIOS DO ARCO -- Podem ferir os olhos e queimar a pele
S Proteja os olhos e o corpo. Utilize as protecções para soldadura e lentes de filtro correctas e use
vestuário de protecção.
S Proteja as pessoas em volta através de protecções ou cortinas adequadas.
PERIGO DE INCÊNDIO
S As faíscas (fagulhas) podem provocar incêndios. Por isso, certifique--se de que não existem mate-
riais inflamáveis por perto.
RUÍDO -- O ruído excessivo pode provocar danos na audição
S Proteja os ouvidos. Utilize protectores auriculares ou outro tipo de protecção auricular.
S Previna as outras pessoas contra o risco.
AVARIAS -- Peça a assistência de um perito caso surja uma avaria.
PROTEJA--SE A SI E AOS OUTROS!
AVISO
PT

-- 6 --
fhb2d1pt
2 INTRODUÇÃO
2.1 Geral
A Mig g ytrac 2000 é uma carreta de soldadura destinada a soldadura M IG/MAG
horizontal de chapas e barras.
A carreta é accionada por um motor eléctrico e preparada para conexão à tomada
de manobragem à distância no dispositivo de alimentação MEK 4 da ESAB (ficha
Burndy de 23 pinos).
Pela ligação de um jogo de cabos ao mecanismo de alimentação, tanto a corrente, o
arranque e paragem do arco luminoso como a regulação da tensão e da corrente
serão fornecidos pelo mesmo cabo e conexão (42VAC).
As quatro rodas de tracção e um potente ímã permanente que estão integrados no
chassis da carreta tornam o trabalho regular e estável. O ímã segura a carreta na
posição correcta contra o piso mesmo em soldaduras em chapa curva ou quando
está acoplado a conjuntos de mangueiras compridas.
A carreta segue as juntas de soldadura com o auxílio de 2 rodas--guia (uma em
cada extremo da carreta ) situadas de modo a conduzir a carreta inclinada de
encontro à chapa ou rigidez a soldar. O ímã permanente pode ser desactivado com
um volante na carreta quando se quiser limpá --la ou deslocá--la sem soldadura. A
activação é feita com o mesmo volante.
A Mig g ytrac 2000 está equipada com dispositivos electrónicos de comando para
programação da velocidade de soldadura em cm/minuto. Em soldaduras
intermitentes o comprimento das cordas de soldaduraeadistânciaentreelassão
programados em cm (1--99 cm).
Para se conseguir uma eficiência ideal percorre--se a distância entre as cordas de
soldadura com velocidade de transporte (250 cm/min). Se for u tilizado o mecanismo
de alimentação sem função de preenchimento de crateras, pode ser programada
uma função de preenchimento posterior. Esta implica que a carreta retrocede um
número escolhido de mm para preencher a cratera criada no fundo da corda de
soldadura.
PT

-- 7 --
fhb2d1pt
2.2 Equipamento
1. Interruptor, Arranque/Paragem
2. Ajuste, ângulo da pistola
3. Carreta vertical
4. Suporte da pistola de
soldadura
5. Alavanca para desactivação do ímã
6. Roda--guia
7. Braço
8. Roda do ímã
9. Roda de tracção
10. Carreta horizontal
11. Conexão eléctrica
12. Componentes electrónicos
13. Controlo remoto, Voltes/Amp.
2.3 Características técnicas
Miggytrac 2000
Tensão aplicada: 36 -- 46 VAC
Potência: 40 W (max)
Velocidade de soldadura: 15 -- 150 cm/min
Movimento rápido: 250 cm/min
Comprimento da corda em soldadura des-
continua simétrica:
1<>99cm
Tempo de preenchimento de crateras: 0<>9,9s
Backfill: 0<>9,9cm
Medidas (CxLxA): 33 x 26 x 36 cm
Peso: 9,5 kg
Ajuste da carreta: +/-- 17 mm
Parâmetros telecomandados: Voltes e ampéres (alimentação de fio)
Características máximas, telecomando: 10 kohm, 0,1 W
Corrente máxima por relé de arranque: 0,5 A
Tipo de conexão: Burndy, 12 pinos
Classe de protecção: IP23
Classe de blindagem
O código IP indica a classe do revestimento, isto é, o grau de protecção contra a penetração de ob-
jectos sólidos ou de água. O equipamento marcado IP 23 foi concebido para ser utilizado no interior
enoexterior.
PT

-- 8 --
fhb2i1pa
3 INSTALLAÇÃO
3.1 Generalidades
A in stalação deve ser efectu ada por um profissional.
Miggytrac pode ser conectado ao dispositivo de alimentação MEK 4, MEK 4SP,
MEK 4C, MEK 44C, MED 44A, M EH 30, MEH 44, MED 302, MED 304, MED 44B ou
MEK 2. Se a soldadura tiver de ser efectuada a grande distância do dispositivo de
alimentação, pode ser ligado um alimentador intermediário (MEK 25).
Para a adaptação adequada de tais unidades queira ver na página 9
MIGGYTRAC 2000 também pode accionado por outras fontes de energia através
de um transformador, ver na página 18.
Para ligação do MEK 4/ MEK 4S ao MIGGYTRAC 2000, ver Acessórios na página
21.
PT

-- 9 --
fhb2i1pa
3.2 Outras conexões
MEK 4 / MEK 4SP ! MIGGYTRAC 2000
Acessórios: cabos A, B, F e G, e suporte de conexões E {.
S Desmonte a tampa, |.
S Desenrosque o contacto de manga, }.
S Corte os cabos E1 e E2, ~.
S Conecte ambos os cabos ao suporte de conexões E e aos cabos F e G, .
S Conecte os cabos A e B entre o suporte de conexão G1 e G2eocontactode
manga, ficha A e B, .
S Conecte os cabos F e G ao contacto de manga, fichas F e G, .
S Aperte o contacto de manga enroscando, }.
S Torne a montar a tampa, |.
PT

-- 1 0 --
fhb2i1pa
MEK 4C ! MIGGYTRAC 2000
Acessórios: cabos A, B, F e G e suporte de conexões E, {.
S Desmonte a tampa, |.
S Desenrosque o contacto de manga, }.
S Corte os cabos E1 e E2, ~.
S Conecte ambos os cabos ao suporte de conexões E e aos cabos F e G, .
S Conecte os cabos A e B entre o suporte de conexão J1 e J2 e o contacto de
manga, ficha A e B, .
S Conecte os cabos F e G ao contacto de manga, fichas F e G, .
S Aperte o contacto de manga enroscando, }.
S Torne a montar a tampa, |.
PT

-- 1 1 --
fhb2i1pa
MEK 44C ! MIGGYTRAC 2000
Acessórios: cabos C, D, J e K e suporte de conexões E.
S Desmonte a tampa, (1).
S Desenrosque o contacto de manga (2), de 23 pólos.
S Conecte o cabo J e K entre o circuito integrado AP01 (3), suporte de conexão J1
eJ2eocontactodemanga (2), ficha A e B.
S Corte os cabos E1 e E2.
S Conecte ambos os cabos ao suporte de conexões E e aos cabos C e D.
S Conecte os cabos C e D ao contacto de manga (2), fichas F e G.
S Aperte o contacto de manga enroscando, (2).
S Torne a montar a tampa, (1).
PT

-- 1 2 --
fhb2i1pa
MED 44A ! MIGGYTRAC 2000
Acessórios: cabos C, D, J e K e suporte de conexões E.
S Desmonte a tampa, (1).
S Desenrosque o contacto de manga (2) de 23 pólos.
S Conecte o cabo C entre o suporte de conexão M7 (5), parafuso nr 10, e o
contacto de manga (2), ficha A.
S Conecte o cabo D entre o suporte de conexão M7 (5), parafuso nr 11, e o
contacto de manga (2), ficha B.
S Corte os cabos 093 e 094.
S Conecte ambos os cabos ao suporte de conexões E e aos cabos J e K.
S Conecte os cabos J e K ao contacto de manga (2), fichas F e G.
S Aperte o contacto de manga enroscando, (2).
S Torne a montar a tampa, (1).
Esquema MEK 4, MEK 4SP, MEK 4C, MEK 44C, MED 44A ! MIGGYTRAC 2000
PT

-- 1 3 --
fhb2i1pa
MEH 30 / MEH 44 ! MIGGYTRAC 2000
O jogo de cabos 0443 341 880 é constituído por um contacto de manga de 4 pólos
amphenol que é montado ao orifício preparado (2). Usando um contacto separado
para MIGGYTRAC 2000 mantém--se a possibilidade de se usar dispositivo de con-
trolo r emoto.
S Desmonte a chapa lateral.
S Desenrosque o contacto de manga, (2).
S Conecte o cabo A (600 mm) entre o suporte de conexão B (1) nr:1 ao circuito
integrado, em paralelo com o cabo cor--de--rosaeocontactodemanga (2), ficha A.
S Conecte o cabo B (600 mm) entre o suporte de conexão B (1) nr:2 ao circuito
integrado, em paralelo com o cabo cinzentoeocontactodemanga (2), ficha B.
S Conecte o cabo C (160 mm) entre a ligação de ficha chataeachapade
conexão em paralelo com o cabo 011 (4) e o contacto de manga (2), ficha C.
Coloque a mangueira elkoterm em torno do cabo de 110 mm.
S Conecte o cabo D (160 mm) entre a ligação de ficha chataeachapade
conexão em paralelo com o cabo 012 (3) e o contacto de manga (2), ficha D.
Coloque a mangueira elkoterm em torno do cabo de 110 mm.
S Aperte o contacto de manga enroscando, (2).
S Torne a montar a chapa lateral.
S Conecte o burndy de 12 pólos à tomada de manga, (5).
Esquema MEH 30, MEH 44 ! MIGGYTRAC 2000
PT

-- 1 4 --
fhb2i1pa
MED 302 / M ED 304 ! MIGGYTRAC 2000
O jogo de cabos 0443 341 880 é constituído por um contacto de manga de 4 pólos
amphenol que é montado ao orifício preparado (2). Usando um contacto separado
para MIGGYTRAC 2000 mantém--se a possibilidade de se usar dispositivo de con-
trolo r emoto.
S Desmonte a chapa lateral.
S Retire a bucha cega, (2).
S Conecte o cabo A entre o suporte de conexão M7 (1) nr:1ao circuito integrado e
o contacto de manga (2), ficha A.
S Conecte o cabo B entre o suporte de conexão M7 (1) nr:2 ao circuito integrado e
o contacto de manga (2), ficha B.
S Conecte o cabo C entre a ligação de ficha chataeachapa de conexão em
paralelo com o cabo 047 (4) e o contacto de manga (2), ficha C.
S Conecte o cabo D entre a ligação de ficha chataeachapa de conexão em
paralelo com o cabo 045 (3) e o contacto de manga (2), ficha D.
S Torne a montar a chapa lateral.
PT

-- 1 5 --
fhb2i1pa
MED 44B ! MIGGYTRAC 2000
O jogo de cabos 0443 341 880 é constituído por um contacto de manga de 4 pólos
amphenol que é montado ao orifício preparado (2). Usando um contacto separado
para MIGGYTRAC 2000 mantém--se a possibilidade de se usar dispositivo de con-
trolo r emoto.
S Desmonte a chapa lateral.
S Retire a bucha cega, (2).
S Conecte o cabo entre o suporte de conexão M7 (5) nr:10 ao circuito integrado e
o contacto de manga (2), ficha A.
S Conecte o cabo entre o suporte de conexão M7 (5) nr:11 ao circuito integrado e
o contacto de manga (2), ficha B.
S Conecte o cabo entre a ligação de ficha chataeachapa de conexão em
paralelo com o cabo 066 (4) e o contacto de manga (2), ficha C.
S Conecte o cabo entre a ligação de ficha chataeachapa de conexão em
paralelo com o cabo 062 (3) e o contacto de manga (2), ficha D.
S Torne a montar a chapa lateral.
PT

-- 1 6 --
fhb2i1pa
MEK 2 ! MIGGYTRAC 2000
O jogo de cabos 0443 341 880 é constituído por um contacto de manga de 4 pólos
amphenol que é montado ao orifício preparado (2). Usando um contacto separado pa-
ra MIGGYTRAC 2000 mantém--se a possibilidade de se usar dispositivo de controlo
remoto.
S Abra a tampa, (6).
S Desmonte a tampa, |.
S Retire a bucha cega, (7).
S Corte os cabos E1 e E2, ~.
S Conecte ambos os cabos ao suporte de conexões E e
aos cabos C e D, e ao contacto de manga C e D, .
S Conecte os cabos A e B entre o suporte de conexão
H01eH02eocontactodemanga, ficha A e B, .
S Aperte o contacto de manga enroscando, (7)
S Torne a montar a tampa, |.
S Feche a tampa, (6).
PT

-- 1 7 --
fhb2i1pa
Esquema MED 302, MED 304, MED 33B, MEK 2 ! MIGGYTRAC 2000
Dispositivo intermediário de alimentação MEK 25
Prepare M EK 25 da seguinte m aneira:
Acessórios: cabos C, D, J e K {.
S Abra o dispositivo de alimentação, |.
S E desaperte a ficha de manga.
S Ligue os cabos J e K a o plinto de ligação já existente nos cabos 024 e 025 bem
como a ficha de manga.
S Ligue os cabos C e D entre a ficha de mangaeoplintodeligaçãoexistente,|.
Para ligação do MEK 25 ao MIGGYTRAC 2000, ver Acessórios, na página 21.
PT

-- 1 8 --
fhb2i1pa
Universal
Para accionamento de MIGGYTRAC 2000 através de outras fontes de energia
usa--se transformador e cabo de comando conforme Acessórios,na página 21.
1 Cabo de comando Universal
2 Transformator
PT

-- 1 9 --
fhb2o1pt
4 OPERAÇÃO
4.1 Geral
ATENÇÃO:
Leu e compreendeu as informações de segurança?
Não opere a máquina antes de o fazer!
Os regulamentos gerais d e segurança para o manuseamento do equipamento
encontram- se na página 4. Leia- os com atenção antes de co meçar a utilizar o
equipamento!
S Coloque Migg ytrac 2000 perto da junta de soldadura.
S Regule a distânciaeadirecçãodasoldadura com as rodas guia, que durante a
operação deverão pressionar levemente contra a flange, guiando assim a
carreta.
Quando o electro--ímã é activado, aumenta o atrito entre a roda de tracção e a
chapa, reduzindo --se o risco de patinagem. O electro--ímã é activado pelo
interruptor de arranque da soldadura.
S Acenda o arco luminoso com o interruptor e inicie a soldadura na direcção
desejada.
Uma luz indica que a corrente está ligada. A direcção da carreta e a tensão do
arco e da corrente de soldadura (velocidade de alimentação de fio) são
regulados no painel frontal.
PT

-- 2 0 --
fhb2o1pt
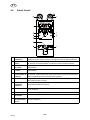
4.2 Painel frontal
V
1 Velocidade de
soldadura:
Programação da velocidade de soldadura em cm/minuto. A velocidades
superiores a 100 cm/min acende uma vírgula à frente do último algarismo.
2 Opções de
menú:
Desfolhar entre os menús para programar a soldadura descontinua simétri-
ca, intervalo de preenchimento de crateras e preenchimento posterior.
3 Comprimento
de corda:
Programação do comprimento da soldadura em cm em soldadura desconti-
nua simétrica.
4 Distância entre
cordas:
Programação de distância em cm entre as cordas em soldadura desconti-
nua simétrica.
5 Tempo de pre-
enchi--mento de
crateras:
Programação do tempo de paralização da carreta durante o preenchimento
de crateras. Também pode ser usado para pausa / tempo de arrefecimento
antes da realização de um preenchimento posterior.
6 Backfill: Programação do comprimento de retrocesso da carreta para preencher
uma cratera no fim da corda.
7 Soldadura de-
scontinua
simétrica:
Comutador para selecção de soldadura descontinua simétrica. O diodo
verde indica soldadura contínua.
8 Direcção: Selector da direcção de deslocação da carreta. A opção deve ser feita an-
tes do arranque.
9 Soldadura: Selector de arranque/paragem de fonte de corrente conectada.
10 Potenciómetro
de tensão:
Potenciómetro para telecomando da tensão de soldadura.
11 Potenciómetro
de alimentação
de fio:
Potenciómetro para telecomando da velocidade de alimentação de fio (cor-
rente de soldadura).
PT
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30






























Artigos relacionados
-
ESAB Miggytrac 3000 Manual do usuário
-
-
-
-
-
-
-
-
-