
443 566--003 010126 Valid from Machine no 452 XXX--XXXX
Miggytrac
Cabezal de soldadura
Carrello di saldatura
Carro de soldadura
Welding carriage
ÖÏÑÅÉÏ ÓÕÃÊÏËËÇÔÇ
Manual del operador
Manuale per l’operatore
Manual para o operador
Operating manual
Ïäçãßåò ×åéñéóìïý

SEGURIDAD 2..........................................
DESCRIPCIÓN TÉCNICA 3...............................
INSTALACIÓN 5.........................................
FUNCIONAMIENTO 8....................................
SICUREZZA 16...........................................
DESCRIZIONE TECNICA 17...............................
INSTALLAZIONE 19.......................................
ISTRUZIONI PER L’USO 22................................
SEGURANÇA 30.........................................
DESCRIÇÃO TÉCNICA 31.................................
INSTALAÇÃO 33..........................................
FUNCIONAMENTO 36....................................
SAFETY 44..............................................
TECHNICAL DESCRIPTION 45.............................
INSTALLATION 47........................................
OPERATION 50..........................................
ÁÓÖÁËÅÉÁ 58............................................
ÔÅ×ÍÉÊÇ ÐÅÑÉÃÑÁÖÇ 59..................................
ÅÃÊÁÔÁÓÔÁÓÇ 61........................................
ËÅÉÔÏÕÑÃÉÁ 64...........................................
CROQUIS ACOTADO -- DIMENSIONI -- ESBOÇO COM
DIMENSÕES -- DIMENSION DRAWING --
Ó×ÅÄÉÁÃÑÁÌÌÁ ÌÅÃÅÈÙÍ 71......................
ESQUEMA -- ESQUEMA -- SCHEMA -- DIAGRAM --
ÄÉÁÔÁÎÅÉÓ ÓÕÍÄÅÓÇÓ 72...........................
PIEZAS DE DESGASTE -- PARTI DI USURA --
PEÇAS EXPOSTAS A DESGASTE--
WEAR COMPONENTS 73...........................
ÁÍÁËÙÓÉÌÁ 76.......................................
Reservado el derecho de cambiar las especificaciones sin previo aviso.
Specifiche senza preavviso.
Reservamo--nos o direito de alterar as especificações sem aviso prévio.
Rights reserved to alter specifications without notice.
Äéáôçñåßôáé ô ï äéêáßùìá ôñïðïðïßçóçò ðñïäéáãñáöþí ×ùñßò ðñïåéäïðïßçóç.

-- 1 --mmvarnca
ADVERTENCIA
LA SOLDADURA POR ARCO Y EL CORTE PUEDEN SER PELIGROSOS PARA
UD. Y OTROS. TENGA, PUES, CUIDADO AL SOLDAR. SIGA LAS INSTRUCCIO-
NES DE SEGURIDAD DE SU EMPRESA QUE SE BASAN EN LAS DEL FABRI-
CANTE
CHOQUES ELÉCTRICOS -- Pueden causar la muerte
S Instale y ponga a tierra el equipo de soldar según las normas vigentes.
S No toque con las manos descubiertas o medios de protección mojados
electrodos o partes con corriente.
S Aíslese de la tierra y de la pieza de trabajo.
S Atienda a que adopta una posición de trabajo segura.
HUMOS Y GASES -- Pueden dañ a r la salud
S Aparte la cara de los humos de soldadura.
S Ventile y extraiga los humos de soldadura suyos y de otros lugares de trabajo.
RAYOS DE LUZ -- Pueden dañar los ojos y quemar la piel
S Proteja los ojos y e l cuerpo. Utilice un casco de soldador adecuado con
elemento filtrante y lleve ropa de protección.
S Proteja a los circundantes con pantallas protectoras o cortinas adecuadas.
PELIGRO DE INCENDIO
S Las chispas pueden causar incendios. Asegúrese, pues, que no hay materiales
inflamables en las cercanías del lugar de soldadura.
RUIDO -- El ruido excesivo p u ed o perjudicar el o íd o
S Proteja su oído. Utilice protectores auriculares.
S Avise a otras personas presentes sobre el riesgo.
EN CASO DE AVERÍA
S Acudaaunespecialista
ANTES DE LA INSTALACIÓN Y USO, LEA
ATENTAMENTE LAS INSTRUCCIONES DE USO.
¡PROTÉJASE A SÍ MISMO Y A LOS DEMÁS!

SEGURIDAD
-- 2 --df00f1ca
SEGURIDAD
El usuario de un equipo de soldadura ESAB es el máximo responsable de las medi-
das de seguridad para el personal que trabaja con el sistema o cerca del mismo.
El contenido de esta recomendación puede considerarse como un complemento de
las reglas normales vigentes en el lugar de trabajo.
Todas las operaciones de manejo deben ser efectuadas, de acuerdo con las instruc-
ciones dadas, por personal que conozca bien el funcionamiento del equipo de solda-
dura.
Una maniobra errónea, causada por una manipulación indebida o la activación erra -
da de una secuencia de funcionamiento, puede producir una situación anormal peli -
grosa para el operador y para el equipo.
1. Todo el personal que trabaja con el equipo de soldadura debe conocer:
S su manejo
S la ubicación de la parada de emergencia
S su funcionamiento
S las reglas de seguridad vigentes
Para facilitar esto, cada interruptor, pulsador y potenciómetro lleva un rótulo que
indica el tipo de movimiento activado o la conexión producidos al activarlos.
2. El operador debe asegurarse de que:
S no haya personas no autorizadas en la zona de trabajo del equipo de solda-
dura antes de ponerlo en marcha.
S nadie esté mal situado al activar los carros.
3. El lugar de trabajo debe estar:
S libre de piezas de máquina, herramientas o materiales que puedan dificultar
el movimiento del operador en la zona de trabajo.
S dispuesto para satisfacer la exigencia de accesibilidad a la parada de emer-
gencia.
4. Equipo de protección personal
S Utilizar siempr e el equipo de protección personal prescr ito: como gafas pro-
tectoras, ropas ininflamables y guantes.
S No utilizar prendas sueltas como correa, brazalete, etc, que puedan agar r a r-
se.
5. Otros
Normalmente, las piezas conductoras de tensión están protegidas contra con-
tacto.
S Comprobar que estén bien conectados los cables de retorno indicados.
S Los trabajos en las unidades eléctricas sólo deben ser efectuados por
personal cualificado.
S Debe disponerse de equipo de extinción de fuegos en un lugar fácilmente
accesible y bien indicado.
S La lubricación y el mantenimiento del equipo de soldadura no deben efec -
tuarse durante el funcionamiento.

DESCRIPCIÓN TÉCNICA
-- 3 --dha1d1ca
DESCRIPCIÓN TÉCNICA
El Miggytrac dispone de cuatro r uedas motrices y ha sido diseñado para ser utiliza-
do con las unidades de soldadura estándar, las antorchas de soldadura y las unida -
des de alimentación de cable de ESAB (A 10).
El cabezal de soldadura ha sido diseñado para efectuar soldaduras MIG/MAG por
cordones y fileteadas (tensión continua).
Datos técnicos
Miggytrac
Tensión de control
Alimentación eléctrica
Protección electrónica contra sobrecargas
Velocidad de soldadura
Velocidad de avance
Intervalo de soldadura programable
T iempo de precalentamiento
T iempo de llenado de cráteres
Longitud
Anchura
Altura
(dimensiones: consulte la página 72)
Peso
Cruces/ajuste de deslizamiento
Ajuste grueso
Nivel de ruido continuo (dB[A])
25--45 V/CA o 36/60 V/CC
25 vatios
El cabezal y el proceso de soldadura se detie-
nen en caso de sobrecarga o choque con un
obstáculo físico
15 -- 150 cm/min
250 cm/min
0--99cm
0--9,9s
0--9,9s
314 mm
220 mm
370 mm
15 kg
25 mm
56 mm
68 dB

DESCRIPCIÓN TÉCNICA
-- 4 --dha1d1ca
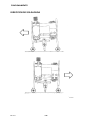
El Miggytrac consta de las siguientes unidades:
1 Pulsador para detención del avance y la soldadura.
2 Pulsador para iniciar el avance y la soldadura.
3 Unidad de control electrónica para avance y soldadura.
4 Protección para extracción de humos. Completa, con ventanilla de inspección y
conexión para manguera de 25 mm de diámetro.
5 Soporte de la antorcha de soldadura.
6 Conexión para el cable de arranque.
7 Conexión para alimentación eléctrica.
dha1d005

INSTALACIÓN
-- 5 --dha1i1ca
INSTALACIÓN
JUEGO DE MODIFICACIÓN
Miggytrac -- MEH 30/44, MEK 4, MEK 4S, MEK 25
El juego de modificación 443 341--880 incluye un contacto de manguito Amphenol
de 4 polos que se encaja en el orificio existente (2). La utilización de un contacto in-
dependiente para el Miggytrac significa que es posible seguir utilizando la unidad de
control remoto.
Miggytrac -- MEH 30/44, conecte los elementos segú n se ind ica a con tin u a-
ción:
S Contacto de manguito, pin A -- cable de 600 mm -- bloque de terminales de tor -
nillo B (1), nº 1 del panel de cir cuito/línea
paralela al cable rosa.
S Contacto de manguito, pin B -- cable de 600 mm -- bloque de terminales de tor -
nillo B (1), nº 2 del panel de cir cuito/línea
paralela al cable gris.
S Contacto de manguito, pin C -- cable de 160 mm -- Conector de doble pala -- al
conector de pala del bloque de conexión paralelo al cable 011 (4). Deslice el
manguito Elkoterm sobre el cable de 110 mm.
S Contacto de manguito, pin D -- 160 mm cable -- Conector de doble pala -- al co-
nector de espada del bloque de conexiones paralelo al cable 012 (3). Deslice el
manguito Elkoterm sobre el cable de 110 mm.
dha1d018
dha1d017
PCB
(Panel control board --
Panel de control del proceso)
ConexiónZócalo conector
Conector de
3 pines
Conector de
2 pines

INSTALACIÓN
-- 6 --dha1i1ca
Miggytrac -- MEK 4, MEK 4S, MEK 25 conecte los elementos seg ú n se in d ica a
continuación:

INSTALACIÓN
-- 7 --dha1i1ca

FUNCIONAMIENTO
-- 8 --dha1o1ca
FUNCIONAMIENTO
Controles
1. Velocidad de soldadura
Para programar la velocidad de soldadura
del cabezal (15--150 cm/min). El visualiza-
dor indica directamente cm/min. La veloci-
dad de avance para los cordones de sol-
dadura en soldadura intermitente es de
250 cm/min.
2. NEXT
Seleccione los menús (4) para programar
soldadura intermitente.
3. Display
Visualizador de longitud de soldadura, sol -
dadura intermitente, tiempo de llenado de
cráteres y de relleno.
4. Longitud de soldadura
La longitud de soldadura es de 0--99 cm.
5. Intervalo
Intervalo de 0--99 cm entre cada soldadu-
ra.
6. Tiempo de llenado del cráter
Si la unidad de potencia incorpora la op-
ción de llenado de cráteres, éste es el
tiempo de parada del cabezal durante el
llenado del cráter, antes de iniciarse el
movimiento de avance de la soldadura. El
tiempo de llenado de cráteres puede ajus-
tarsede0a9,9segundos
7. BACKFILL
Puede utilizarse la prestación de relleno para llenado de cráteres si la unidad de
potencia no incorpora la opción de llenado de cráteres. Para llenar el cráter,
Miggytrac realiza un recorrido de corta distancia en sentido inverso (ajustable
entre 0 -- 9,9 cm) al final de cada soldadura.
dha1d002

FUNCIONAMIENTO
-- 9 --dha1o1ca
8. Soldadura intermitente o continua
El LED verde indica que la máquina se encuentra en modo de soldadura intermi-
tente.
9. Dirección
Selecciona la dirección de avance. Es preciso indicarla antes de poner en mar-
cha el cabezal de soldadura.
10. Cráter
Este LED indica que se han programado la velocidad de llenado de cráteres y el
tiempo de relleno.
11. Soldadura activada/desactivad a
El piloto rojo indica que la unidad de potencia está activada o desactivada al
mismo tiempo que el cabezal de soldadura.
12. Pulsador
Detiene el avance y la soldadura.
13. Pulsador
Inicia el avance y la soldadura.

FUNCIONAMIENTO
-- 1 0 --dha1o1ca
DIRECCIÓN DE SOLDADURA
dha1d004

FUNCIONAMIENTO
-- 1 1 --dha1o1ca
AJUSTE DE LA PROTECCIÓN CONTRA SOBRECARGAS
Miggytrac incorpora un sistema de protección electrónica contra sobrecargas que
monitoriza la intensidad del motor y protege el motor/accionamiento contra sobre-
cargas. El motor y el proceso de soldadura se detienen si el Miggytrac se encuentra
ante un obstaculo físico de gran tamaño o una pared.
Los valores límite pueden seleccionarse desde el panel delantero.
S Desconecte el cable de control ( cable de alimentación eléctrica).
1. Para aumentar la carga del motor antes de que se active la protección con-
tra sobrecargas
Pulse el pulsador SPEED (VELOCIDAD -- ). durante el montaje del cable de
control.
El ajuste de la protección contra sobrecargas del motor se reduce en 1 por
cada 0,3 seg cuando el pulsador está activado.
2. Para disminuir la carga del motor antes de que se active la protección contra
sobrecargas
Active el pulsador SPEED (VELOCIDAD +) durante el montaje posterior del
cable de control.
Mientras el pulsador se mantiene presionado, el ajuste de la protección con -
tra sobrecargas aumenta en 1 unidad por cada 0,3 seg.

FUNCIONAMIENTO
-- 1 2 --dha1o1ca
CALIBRACIÓN DE LA VELOCIDAD
1. Mantenga en marcha el cabezal de soldadura al menos durante 10 minutos, pa-
ra que alcance su temperatura de funcionamiento normal.
2. Desconecte la fuente d e alimentación.
3. Active el modo de calibración presionando el pulsador mientras vuelve a
conectar el cable de alimentación. Libere el pulsador cuando el visualizador
marque
4. Comience calibrando la velocidad mínima.
El visualizador superior indica 15 cm/min. Ajuste la cali-
bración midiendo el tiempo que necesita el cabezal para
cubrir una distancia determinada, o midiendo la distancia
después de efectuar un recorrido durante un tiempo fijo.
La velocidad mínima es de 15 cm/min.
5. Coloque el cabezal de soldadura en un extremo de una regla de 1 m y presione
el pulsador arranque.
La escala de calibración está comprendida entre 0--10. Un valor bajo proporcio-
na una velocidad baja, y un valor alto proporciona una velocidad alta. Si el cabe-
zal de soldadura avanza durante más tiempo del seleccionado, reduzca el valor
de calibración en un paso, y auméntelo si avanza durante menos tiempo del se -
leccionado. Repita el procedimiento hasta que la velocidad sea correcta.
6. Pulse una vez para pasar a la siguiente velocidad de calibración.
dha1d015
dha1d008

FUNCIONAMIENTO
-- 1 3 --dha1o1ca
7. El visualizador superior muestra ahora 50 (=150 cm/
min), que es el máximo valor de soldadura. La longitud
de prueba debe ser de 75 cm/30 sec. Repita el proce-
dimiento de calibración del paso 5.
8. Pulse una vez para pasar a la siguiente veloci-
dad de calibración.
9. El visualizador superior muestra ahora tS = velocidad
de avance y. La longitud de prueba debe ser de 1 m.
Repita el procedimiento de calibración según el paso 5.
10. Una vez finalizada la calibración, desconecte el cable de alimentación eléctrica y
vuelva a conectarlo.
11. El cabezal de soldadura está ya preparado para su uso.
dha1d009
dha1d010

FUNCIONAMIENTO
-- 1 4 --dha1o1ca
ARRANQUE RETARDADO
El movimiento del cabezal de soldadura puede programarse para proporcionar un
arranque retardado relativo al inicio de la soldadura. El retardo puede programarse
de0a9,9segundos. De fábrica, la unidad está programada a 0,3 segundos.
1. Desconecte la conexión de la fuente de alimentación
2. Active el modo calibración presionando el pulsador
al mismo tiempo que vuelve a conectar el cable de alimentación. Suelte el pulsa-
dor cuando el visualizador indique
3. Pulse 4 veces.
4. El visualizador superior indica S.d. = Retardo al
arranque.
5. Para aumentar el tiempo: Pulse +
Para disminuir el tiempo: Pulse --
6. Cuando haya programado el tiempo necesario, desconecte el cable de alimenta -
ción y vuelva a conectarlo.
7. El cabezal de soldadura está preparado para ser utilizado.
dha1d015
dha1d011
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16















