A página está carregando...

REF. 1010
SOFT: V01.0X
8055 TC
Manual de auto-aprendizagem
CNC

Neste produto se está utilizando o seguinte código fonte, sujeito aos termos da licença GPL. As aplicações busybox
V0.60.2; dosfstools V2.9; linux-ftpd V0.17; ppp V2.4.0; utelnet V0.1.1. A livraria grx V2.4.4. O kernel de linux V2.4.4. O
carregador de linux ppcboot V1.1.3. Se você deseja que lhe seja enviada uma cópia em CD deste código fonte, envie 10
euros a Fagor Automation em conceito de custos de preparação e envio.
Todos os direitos reservados. Não se pode reproduzir nenhuma parte desta
documentação, transmitir-se, transcrever-se, armazenar-se num sistema de
recuperação de dados ou traduzir-se a nenhum idioma sem o consentimento
expresso de Fagor Automation. Proíbe-se qualquer reprodução ou uso não
autorizado do software, quer seja no conjunto ou em parte.
A informação descrita neste manual pode estar sujeita a variações motivadas
por modificações técnicas. Fagor Automation se reserva o direito de modificar
o conteúdo do manual, não estando obrigado a notificar as variações.
Todas as marcas registradas ou comerciais que aparecem no manual pertencem
aos seus respectivos proprietários. O uso destas marcas por terceiras pessoas
para outras finalidades pode vulnerar os direitos dos proprietários.
É possível que o CNC possa executar mais funções que as captadas na
documentação associada; não obstante, Fagor Automation não garante a
validez das referidas aplicações. Portanto, a menos que haja licença expressa
de Fagor Automation, qualquer aplicação do CNC que não se encontre indicada
na documentação deve-se considerar como "impossível". De qualquer maneira,
Fagor Automation não se responsabiliza por lesões, danos físicos ou materiais
que possa sofrer ou provocar o CNC se este é utilizado de maneira diferente à
explicada na documentação relacionada.
Se há contrastado o conteúdo deste manual e sua validez para o produto
descrito. Ainda assim, é possível que se tenha cometido algum erro involuntário
e é por isso que não se garante uma coincidência absoluta. De qualquer maneira,
se verifica regularmente a informação contida no documento e se procede a
realizar as correções necessárias que ficarão incluídas numa posterior edição.
Agradecemos as suas sugestões de melhoramento.
Os exemplos descritos neste manual estão orientados para uma melhor
aprendizagem. Antes de utilizá-los, em aplicações industriais, devem ser
convenientemente adaptados e também se deve assegurar o cumprimento das
normas de segurança.

Manual de auto-aprendizagem
Opção ·TC·
REF. 1010
3
INDICE
CAPÍTULO 1 QUESTÕES TEÓRICAS SOBRE A MÁQUINA-CNC.
1.1 Eixos da máquina. ..................................................................................................... 7
1.2 Zero máquina e zero peça......................................................................................... 8
1.3 Busca de referência de máquina............................................................................... 9
1.4 Limites do percurso. ................................................................................................ 10
1.5 Seleção do zero peça.............................................................................................. 11
1.6 Unidades de trabalho. ............................................................................................. 12
1.7 Velocidade do eixo-árvore....................................................................................... 13
CAPÍTULO 2 QUESTÕES TEÓRICAS SOBRE A FERRAMENTA.
2.1 A troca de ferramenta.............................................................................................. 17
2.2 A tabela de ferramentas. ......................................................................................... 18
2.3 Calibragem de ferramentas. .................................................................................... 25
CAPÍTULO 3 APLICAÇÃO MANUAL.
3.1 Descrição da tela e do teclado. ............................................................................... 31
3.1.1 Descrição do teclado. .......................................................................................... 32
3.1.2 Descrição da tela padrão..................................................................................... 34
3.1.3 Descrição da tela auxiliar..................................................................................... 35
3.2 Busca de referência de máquina............................................................................. 36
3.3 Eixo-árvore. ............................................................................................................ 37
3.3.1 Gamas de velocidade.......................................................................................... 39
3.4 Deslocamento dos eixos. ........................................................................................ 40
3.4.1 Volantes............................................................................................................... 41
3.4.2 Movimento em jog. .............................................................................................. 42
3.4.3 Deslocamento de um eixo a uma cota. ............................................................... 44
3.5 Troca de ferramenta. ............................................................................................... 45
3.5.1 Ponto da troca da ferramenta. ............................................................................. 46
3.5.2 Regulagem da ferramenta................................................................................... 47
3.5.3 Como modificar qualquer dado da tabela de ferramentas................................... 50
3.5.4 Verificação da correta calibragem. ...................................................................... 51
CAPÍTULO 4 OPERAÇÕES OU CICLOS.
4.1 Descrição da tela e do teclado. ............................................................................... 55
4.2 Modos de trabalho................................................................................................... 57
4.3 Operações ou ciclos. ............................................................................................... 58
4.3.1 Editar uma operação ou ciclo. ............................................................................. 59
4.3.2 Simular uma operação ou ciclo. .......................................................................... 63
4.3.3 Executar uma operação ou ciclo. ........................................................................ 67
CAPÍTULO 5 RESUMO DOS CICLOS DE TRABALHO.
5.1 Ciclo de posicionamento. ........................................................................................ 73
5.2 Ciclos de Torneamento. .......................................................................................... 74
5.3 Ciclo de Faceamento............................................................................................... 75
5.4 Ciclo de Conicidade................................................................................................. 76
5.5 Ciclo de arredondamento. ....................................................................................... 78
5.6 Ciclo de rosqueamento............................................................................................ 79
5.7 Ciclo de Ranhura..................................................................................................... 82
5.8 Ciclos de furação e de rosqueamento com macho. ................................................ 85
5.9 Ciclo de perfil........................................................................................................... 86

Manual de auto-aprendizagem
Opção ·TC·
REF. 1010
4
CAPÍTULO 6 PROGRAMAS PEÇA CONVERSACIONAIS.
6.1 O que é um programa de usinagem conversacional?............................................. 91
6.2 Edição de um programa de usinagem..................................................................... 92
6.3 Modificar um programa de usinagem...................................................................... 95
6.4 Simular / executar uma operação............................................................................ 99
6.5 Simular / executar um programa peça. ................................................................. 100
6.6 Simular / executar um programa de usinagem a partir de uma operação. ........... 101
6.7 Copiar um programa de usinagem em outro......................................................... 103
6.8 Apagar um programa de usinagem....................................................................... 104
APÊNDICES OUTRAS USINAGENS EM TORNO.
A.1 Introdução ............................................................................................................. 107
A.2 Árvore que se pode orientar e ferramenta motorizada.......................................... 108
A.3 Furo múltiplo.......................................................................................................... 109
A.4 Roscado múltiplo com macho. .............................................................................. 110
A.5 Rasgo de chavetas................................................................................................ 111

1
QUESTÕES TEÓRICAS SOBRE A MÁQUINA-CNC.
Como se denominam os eixos da máquina.
Significado do zero peça e do zero máquina.
Significado de "Buscar marca de Referência de máquina".
Que são os limites de curso.
Como se pré-seleciona um zero peça.
Quais são as unidades de trabalho.
Modos de trabalho do eixo-árvore.


MANUAL DE AUTO-APRENDIZAGEM
7
Opção ·TC·
QUESTÕES TEÓRICAS SOBRE A MÁQUINA-CNC.
1
1.1 Eixos da máquina.
Eixo Z: Eixo longitudinal à máquina.
Eixo X: Eixo transversal à máquina.

MANUAL DE AUTO-APRENDIZAGEM
8
Opção ·TC·
QUESTÕES TEÓRICAS SOBRE A MÁQUINA-CNC.
1
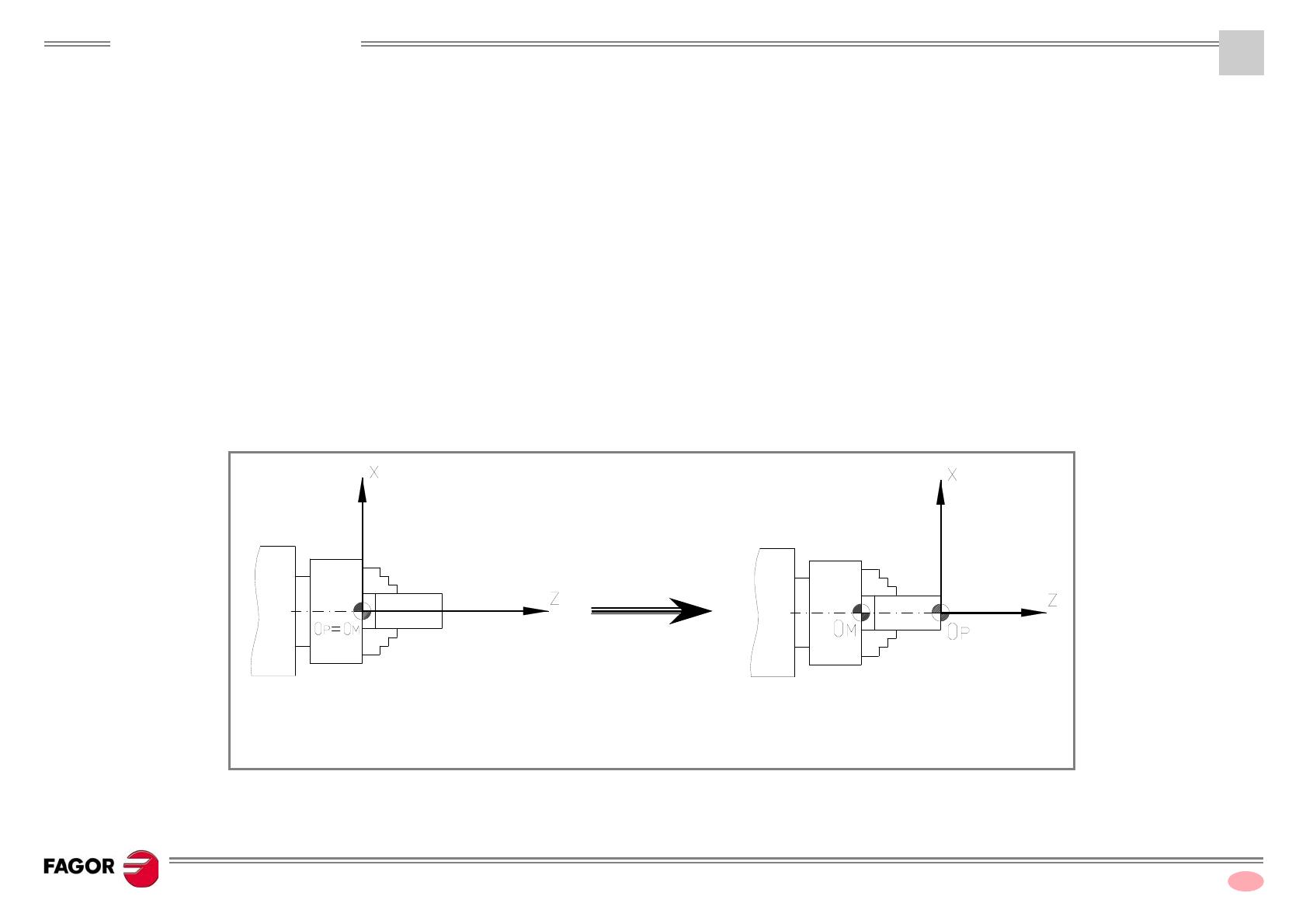
1.2 Zero máquina e zero peça.
São as referências que precisa a máquina para poder trabalhar.
Zero máquina (O
M
)
É posto pelo fabricante e é o ponto de origem dos eixos.
Zero peça (O
P
)
É posto pelo operador. É o ponto de origem da peça, a partir
do qual se programam os movimentos. Se pode colocar em
qualquer parte da peça.
Ref. máquina

MANUAL DE AUTO-APRENDIZAGEM
9
Opção ·TC·
QUESTÕES TEÓRICAS SOBRE A MÁQUINA-CNC.
1
1.3 Busca de referência de máquina.
Quando o CNC está apagado os eixos se podem deslocar manualmente ou acidentalmente. Nestas condições o CNC perde
a posição real dos eixos, por isso na ligação é recomendável (não necessário) realizar a operação de "Buscar marca de
Referência de máquina". Com esta operação, a ferramenta se move a um ponto definido pelo fabricante e o CNC sincroniza
a sua posição, assumindo as cotas definidas pelo fabricante para esse ponto, referidas no zero máquina.
NOTA: Os novos sistemas de captação (Io codificados) permitem saber a posição dos eixos, mediante um curto
deslocamento dos mesmos. Desta forma desaparece o conceito de referência de máquina.
Referência de máquina: É o ponto ao que se desloca a ferramenta em busca de referência de máquina.
Referência da torre: Ponto que se move com o porta-ferramentas. É o ponto ao que se desloca em busca de referência
de máquina.
Referência de máquina.
Referência da torre.
Z real
Z real

MANUAL DE AUTO-APRENDIZAGEM
10
Opção ·TC·
QUESTÕES TEÓRICAS SOBRE A MÁQUINA-CNC.
1
1.4 Limites do percurso.
Este tipo de máquinas têm dois tipos de limites:
• Limites físicos. São impostos pela máquina, para evitar que os carros saiam das guias (ressaltos e topes mecânicos).
• Limites do CNC. São determinados pelo fabricante no CNC, para evitar que os carros alcancem os limites físicos.
Limites físicos.
Limites do CNC.
Referência de máquina.
MANUAL DE AUTO-APRENDIZAGEM
11
Opção ·TC·
QUESTÕES TEÓRICAS SOBRE A MÁQUINA-CNC.
1
1.5 Seleção do zero peça.
A seleção do zero peça se realiza no eixo Z.
A programação se complica se se executa desde o zero
máquina (O
M
) e só serve para essa peça nessa posição.
Programando desde um zero peça (O
P
), as dimensões da
peça se podem extrair do plano.
Quando se usinam várias peças, a distância do zero
máquina (O
M
) à peça é diferente para cada uma. Seria
necessário realizar um programa para cada peça.
Programando desde um zero peça (O
P
), é independente
onde esteja amarrada a peça.
O
M
: Zero máquina.
O
P
: Zero peça.

MANUAL DE AUTO-APRENDIZAGEM
12
Opção ·TC·
QUESTÕES TEÓRICAS SOBRE A MÁQUINA-CNC.
1
1.6 Unidades de trabalho.
A X=0 Z=0 X=0 Z=0
B X=12 Z=-12 X=24 Z=-12
C X=12 Z=-42 X=24 Z=-42
D X=22 Z=-52 X=44 Z=-52
Unidades de programação.
As unidades, são definidas pelo fabricante e
poderão ser milímetros ou polegadas.
Unidades de programação.
As unidades, são definidas pelo fabricante e
poderão ser raios ou diâmetros.
Avanço dos eixos.
As unidades, são definidas pelo fabricante e
poderão ser:
milímetros (polegadas) por minuto:
O avanço é independente da velocidade do eixo-
árvore.
milímetros (polegadas) por volta:
O avanço varia com a velocidade do eixo-árvore.
Milímetros.
Polegadas.
Raios. Diâmetros.
É recomendável trabalhar com velocidade de
corte constante (CSS) e avanço em milímetros/
volta. Desta forma se alonga a vida da ferramenta
e se obtém um acabamento melhor na peça.

MANUAL DE AUTO-APRENDIZAGEM
13
Opção ·TC·
QUESTÕES TEÓRICAS SOBRE A MÁQUINA-CNC.
1
1.7 Velocidade do eixo-árvore.
Existem dois tipos de velocidade; velocidade de corte e velocidade de rotação.
Com referência ao modo de trabalho do eixo-árvore, o CNC oferece duas possibilidades.
• Velocidade de corte (V).
É a velocidade linear dos pontos em contato entre
a peça e a ferramenta.
• Velocidade de rotação (N).
É a velocidade angular da peça.
A relação entre ambas é:
V
2 R N
1000
----------------------------------=
RPM: Velocidade de rotação constante.
O CNC mantém a velocidade de rotação (N) constante. A
velocidade de corte (V) varia.
CSS: Velocidade de corte constante.
O CNC mantém a velocidade de corte (V) constante. A
velocidade de rotação (N) varia.
V1 = V2
N1 < N2
N1 = N2
V1 > V2

MANUAL DE AUTO-APRENDIZAGEM
14
Opção ·TC·
QUESTÕES TEÓRICAS SOBRE A MÁQUINA-CNC.
1
A RESPEITO DA VELOCIDADE DE CORTE CONSTANTE
Para trabalhar com velocidade de corte constante (CSS) tem que ser levado em consideração dois detalhes.
O zero peça deve estar no eixo de rotação da peça, para que a velocidade de
rotação calculada coincida com a ótima de corte.
Deve-se programar uma velocidade de rotação máxima, pois a velocidade de
rotação aumenta ao diminuir o diâmetro, e não convém superar a velocidade em
peças de grande diâmetro.
O CNC trabalha à velocidade de corte (Vc) constante, e a partir do diâmetro Dc,
(quando N=Nmax), se trabalha com velocidade de rotação (N) constante.

2
QUESTÕES TEÓRICAS SOBRE A FERRAMENTA.
Como se supervisiona a troca de ferramenta.
O que é a tabela de ferramentas e que tipo de informação é guardada na mesma.
O que é a calibragem da ferramenta.
Defeitos devidos a erros na tabela de ferramentas.


MANUAL DE AUTO-APRENDIZAGEM
17
Opção ·TC·
QUESTÕES TEÓRICAS SOBRE A FERRAMENTA.
2
2.1 A troca de ferramenta.
As ferramentas que pode utilizar o CNC se encontram colocadas no porta-ferramentas. Esta torre pode possuir troca de
ferramenta manual ou automática.
• Quando a torre é de troca manual, esta se realiza como numa máquina convencional.
• Quando a torre é de troca automática, na porta ferramenta estarão colocadas todas as ferramentas, e para realizar a troca
o CNC fará rodar toda a torre até colocar a ferramenta nova na posição de trabalho.
Torre de troca manual. Torre de troca automática.

MANUAL DE AUTO-APRENDIZAGEM
18
Opção ·TC·
QUESTÕES TEÓRICAS SOBRE A FERRAMENTA.
2
2.2 A tabela de ferramentas.
Nesta tabela se guarda a informação relativa às ferramentas. Quando se realiza a troca da ferramenta, o CNC assume os
dados definidos na tabela para essa ferramenta.
A informação incluída na tabela é:
• ·T· Número de ferramenta.
• ·D· Corretor associado à ferramenta.
No corretor estão definidos os dados da ferramenta.
• Também se tem de definir o tipo de ferramenta.
Ferramenta rômbica.
Ferramenta de roscar.
Ferramenta quadrada.
Ferramenta redonda.
Ferramenta motorizada.

MANUAL DE AUTO-APRENDIZAGEM
19
Opção ·TC·
QUESTÕES TEÓRICAS SOBRE A FERRAMENTA.
2
• ·X· Comprimento da ferramenta conforme o eixo X (em
raios).
• ·Z· Comprimento da ferramenta conforme o eixo Z.
• ·A· Ângulo da ferramenta de corte.
• ·B· Largura da ferramenta de corte.
• ·C· Ângulo de corte.
• ·I· Corretor do desgaste no eixo X.
• ·K· Corretor do desgaste no eixo Z.
Referência da torre.
• ·R· Calibragem do raio da ferramenta.

MANUAL DE AUTO-APRENDIZAGEM
20
Opção ·TC·
QUESTÕES TEÓRICAS SOBRE A FERRAMENTA.
2
• ·F· Fator de forma ou modo no qual se calibrou a ferramenta.
Quando se conhecem as dimensões da ferramenta;
O CNC necessita conhecer qual o fator de forma ou ponto de calibragem dessa
ferramenta para aplicar a compensação de raio. O Fator de forma depende da orientação
dos eixos na máquina.
/