
Valid for serial no. 3100349 301 064 060324
ESABMig C240
ESABMig C240s
Manual de instruções

PORTUGUÊS
− 2 −
TOCp
1 DIRECTIVA 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 SEGURANÇA 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 INTRODUÇÃO 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Equipamento 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 DADOS TÈCNICOS 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 INSTALAÇÃO 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Colocação 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Montagem dos componentes 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Instalação eléctrica 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4 Fonte de alimentação da rede 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 FUNCIONAMENTO 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Ligações e dispositivos de controlo 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Explicações das funções 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 ESABMig C240 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4 ESABMig C240s 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 MANUTENÇÃO 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Inspecção e limpeza 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 ANÁLISE DE AVARIAS 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 ENCOMENDAR PEÇAS SOBRESSALENTES 13. . . . . . . . . . . . . . . . . . . . . . . . .
ESQUEMA 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ACESSÓRIOS 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

− 3 −
C240p
1 DIRECTIVA
DECLARAÇÃO DE CONFORMIDADE
ESAB Welding Equipment AB, S−695 81 Laxå, Suécia, garante sob responsabilidade de própria que
a fonte de corrente para soldadura ESABMig C240 / ESABMig C240s a partir do número de série
310 está em conformidade com a norma IEC/EN 60974−1 segundo os requisitos da directiva
(73/23/CEE) com o suplemento (93/68/CEE) e com a norma EN 60974−10 segundo os requisitos da
directiva (89/336/CEE) com o suplemento (93/68/CEE).
−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−−
Henry Selenius
Vice President
ESAB Welding Equipment AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924
Laxå 03.12.2003
2 SEGURANÇA
São os utilizadores de equipamento de soldadura ESAB a quem em última análise cabe a res-
ponsabilidade de assegurar que qualquer pessoa que trabalhe no equipamento ou próximo do
mesmo observe todas as medidas de precaução de segurança pertinentes. As medidas de pre-
caução de segurança devem satisfazer os requisitos que se aplicam a este tipo de equipamento
de soldadura. Além dos regulamentos normais aplicáveis ao local de trabalho, devem observar−
se as seguintes recomendações.
Todo o trabalho deve ser executado por pessoal especializado, bem familiarizado com o funcio-
namento do equipamento de soldadura. O funcionamento incorrecto do equipamento pode resul-
tar em situações perigosas que podem dar origem a ferimentos no operador e danos no equipa-
mento.
1. Qualquer pessoa que utilize o equipamento de soldadura deve estar familiarizado com:
S a operação do mesmo
S o local das paragens de emergência
S o seu funcionamento
S as medidas de precaução de segurança pertinentes
S o processo de soldadura
2. O operador deve certificar−se de que:
S nenhuma pessoa não autorizada se encontra dentro da área de funcionamento do equi-
pamento quando este é posto a trabalhar.
S ninguém está desprotegido quando se forma o arco
3. O local de trabalho tem de:
S ser adequado à finalidade em questão
S não estar sujeito a correntes de ar
4. Equipamento de segurança pessoal
S Use sempre o equipamento pessoal de segurança recomendado como, por exemplo,
óculos de segurança, vestuário à prova de chama, luvas de segurança.
S Não use artigos soltos como, por exemplo, lenços ou cachecóis, pulseiras, anéis, etc.,
que poderiam ficar presos ou provocar queimaduras.
5. Medidas gerais de precaução
S Certifique−se de que o cabo de retorno está bem ligado.
S § O trabalho em equipamento de alta tensão só será executado por um electricista
qualificado.
S O equipamento de extinção de incêndios apropriado tem de estar claramente identificado
e em local próximo.
S A lubrificação e a manutenção não podem ser executadas no equipamento durante o
seu funcionamento.
PT

− 4 −
C240p
LEIA E COMPREENDA O MANUAL DE INSTRUÇÕES ANTES DE INSTALAR OU UTILIZAR A UNIDADE.
A SOLDADURA POR ARCO ELÉCTRICO E O CORTE PODEM SER PERIGOSOS PARA SI E PARA
AS OUTRAS PESSOAS. TENHA TODO O CUIDADO QUANDO SOLDAR. PEÇA AS PRÁTICAS DE
SEGURANÇA DO SEU EMPREGADOR QUE SE DEVEM BASEAR NOS DADOS DE PERIGO FORNE-
CIDOS PELOS FABRICANTES.
CHOQUE ELÉCTRICO − Pode matar
S Instale e ligue à terra a unidade de soldadura de acordo com as normas aplicáveis.
S Não toque em peças eléctricas ou em eléctrodos com carga com a pele desprotegida, com luvas
molhadas ou roupas molhadas.
S Isole−se a si próprio, e à peça de trabalho, da terra.
S Certifique−se de que a sua posição de trabalho é segura.
FUMOS E GASES − Podem ser perigosos para a saúde
S Mantenha a cabeça afastada dos fumos.
S Utilize ventilação e extracção no arco, ou ambos, para manter os fumos e os gases longe da sua
zona de respiração e da área em geral.
RAIOS DO ARCO − Podem ferir os olhos e queimar a pele
S Proteja os olhos e o corpo. Utilize as protecções para soldadura e lentes de filtro correctas e use
vestuário de protecção.
S Proteja as pessoas em volta através de protecções ou cortinas adequadas.
PERIGO DE INCÊNDIO
S As faíscas (fagulhas) podem provocar incêndios. Por isso, certifique−se de que não existem mate-
riais inflamáveis por perto.
RUÍDO − O ruído excessivo pode provocar danos na audição
S Proteja os ouvidos. Utilize protectores auriculares ou outro tipo de protecção auricular.
S Previna as outras pessoas contra o risco.
AVARIAS − Peça a assistência de um perito caso surja uma avaria.
PROTEJA−SE A SI E AOS OUTROS!
AVISO
AVISO!
Leia e compreenda o manual de instruções
antes de instalar ou utilizar a unidade.
Não utilizar a fonte de alimentação para descongelar tubos congelados.
AVISO!
Este produto foi concebido exclusivamente para soldadura por arco eléctrico.
PT

− 5 −
C240p
3 INTRODUÇÃO
ESABMig C240 & ESABMig C240s são fontes de corrente para soldadura de comutação passo a
passo, de modelo compacto, destinadas à soldadura com fio de aço maciço, aço inoxidável ou
alumínio, bem como fio tubular com ou sem gás protector. Alternando−se as conexões + e − na placa
de comutação, acima do mecanismo alimentador, torna−se possível variar entre soldadura com fio
homogéneo/gás protector e soldadura com fio tubular sem gás.
Ver página 19 para os pormenores dos acessórios ESAB para o produto.
3.1 Equipamento
A fonte de alimentação é fornecida com:
S Pistola de soldar PSF 250 − 3m
S Cabo de retorno de 3,5 m com grampo de retorno
S Prateleira para a bilha de gás
S Manual de instruções
4 DADOS TÈCNICOS
ESABMig C240 ESABMig C240s
Tensão 230/400−415V, 3∼ 50/60Hz 230/400−415V, 3∼ 50/60Hz
Carga permitida
100% intermitência 130A 130A
60 % intermitência 170A 170A
30 % intermitência 240A 240A
Secção de ajuste (CC) 20A /15V−240A / 23,0V 20A /15V−240A / 23,0V
Tensão em circuito aberto 14 − 32V 14 − 32V
Potência em circuito aberto 190W 190W
Rendimento 76% 76%
Factor de potência 0.95 0.95
Tensão operacional 42 V, 50/60Hz 42 V, 50/60Hz
Velocidade de alimentação do fio 1,9 − 19m/min 1,9 − 19m/min
Tempo de “burnback” 0 − 0,25s 0 − 0,25s
Soldadura por pontos 0,2 − 2,5s 0,2 − 2,5s
Início da fluência − + (auto)
2 tempos / 4 tempos − +
Ligação da pistola de soldar EURO EURO
Dimensão do fio 0,6 − 1,0mm 0,6 − 1,0mm
Diâmetro máx. da bobina de fio 300mm 300mm
Dimensões cxlxa 840x425x830 840x425x830
Peso 94 kg 97 kg
Temperatura de funcionamento −10 ÷ +40
o
C −10 ÷ +40
o
C
Classe de encapsulamento IP 23 IP 23
Classe de utilização
PT

− 6 −
C240p
Factor de intermitência
O factor de intermitência especifica o tempo como uma percentagem de um período de dez minutos
durante o qual pode soldar com uma carga específica.
Classe de blindagem
O código IP indica a classe do revestimento, isto é, o grau de protecção contra a penetração de ob-
jectos sólidos ou de água. O equipamento marcado IP 23 foi concebido para ser utilizado no interior
e no exterior.
Classe de aplicação
O símbolo indica que a fonte de alimentação foi concebida para ser utilizada em áreas com gran-
des perigos eléctricos.
5 INSTALAÇÃO
A instalação deve ser efectuada por um profissional.
AVISO!
Este produto foi concebido para utilização industrial. Em ambientes domésticos este produto
pode provocar interferências de rádio. É da responsabilidade do utilizador tomar as precauções
adequadas.
5.1 Colocação
Posicione a fonte de alimentação da soldadura de forma a que as entradas e saídas
do ar de refrigeração não fiquem obstruídas.
5.2 Montagem dos componentes
PT

− 7 −
C240p
Durante o transporte, as rodas traseiras da fonte de alimentação estão em posição avançada.
Antes de usar, colocar as rodas na sua posição traseira.
AVISO!
5.3 Instalação eléctrica
PT

− 8 −
C240p
5.4 Fonte de alimentação da rede
Verificar se a unidade está ligada à tensão da fonte de alimentação da rede correcta
e se está protegida com o tamanho de fusível correcto. É necessário efectuar uma
ligação de protecção à terra, de acordo com os regulamentos.
Chapa sinalética com os dados de ligação da alimentação
ESABMig C240/C240s 3∼ 50/60 Hz 3∼ 50/60 Hz
Tensão da rede V 230 400/415
Corrente primária A
100% do ciclo de trabalho 8.6 5.3
60% do ciclo de trabalho 12.4 7.6
30% do ciclo de trabalho 21 12
Área de cabos da rede mm
2
4 x 2.5 4 x 1.5
Fusível contra sobretensão
momentânea A
20 16
NB: As áreas de cabos da rede e os tamanhos dos fusíveis ilustrados acima estão de acordo com as
normas suecas. Podem não se aplicar noutros países: certifique−se de que a área dos cabos e os
tamanhos dos fusíveis obedecem às normas nacionais relevantes,
6 FUNCIONAMENTO
Os regulamentos gerais de segurança para o manuseamento do equipamento
encontram−se na página 3. Leia−os com atenção antes de começar a utilizar
o equipamento!
AVISO!
As peças rotativas podem provocar ferimentos; tenha muito cuidado
AVISO − PERIGO DE INCLINAÇÃO!
Existe risco de resvale durante a operação de transporte, caso a máquina esteja com
uma inclinação superior a 10
o
. Neste caso devem providenciar−se os meios de
travamento adequados!
PT

− 9 −
C240p
6.1 Ligações e dispositivos de controlo
ESABMig C240
1 Interruptor de alimentação principal 7 Ligação para o cabo de retorno (−),
indutância elevada
2 Comutador, regulação grossa 8 Ligação para o cabo de retorno (−),
indutância baixa
3 Comutador, regulação fina 9 Botão para definir a velocidade de alimen-
tação do fio
4 Lâmpada sinalizadora, máquina ligada 10 Interruptor de soldadura por pontos − ON/
OFF e temporizador
5 Lâmpada de aviso laranja, sobreaqueci-
mento
11 O visor (medidores digitais) é um acessório,
ver na página 19
6 Ligação para a pistola de soldar 12 Botão para definir o tempo de ”burnback”
ESABMig C240s
1 Interruptor de alimentação principal 11 Visor digital dos parâmetros de soldadura
2 Comutador, regulação grossa 12 Interruptor para selecção − V ou A
3 Comutador, regulação fina 13 Interruptor para selecção − m/min or mm
4 Lâmpada sinalizadora, máquina ligada 14 Lâmpada indicadora de controle sinérgico
5 Lâmpada de aviso laranja, sobreaqueci-
mento
15 Lâmpadas indicadoras da inductância reco-
mendada [−] − max/min
6 Ligação para a pistola de soldar 16 Interruptor para ”Synergy”− ON/OFF e se-
lecção de material/gás
7 Ligação para o cabo de retorno (−),
indutância elevada
17 Botão para definir a dimensão do fio
8 Ligação para o cabo de retorno (−),
indutância baixa
18 Interruptor de regulação do tempo de burn−
back
9 Botão para definir a velocidade de alimen-
tação do fio
19
Interruptor para 2 tempos / / 4 tempos
10 Interruptor de soldadura por pontos − ON/
OFF e temporizador
PT

− 10 −
C240p
6.2 Explicações das funções
6.2.1 Arranque da máquina e protecçao térmica
Quando se liga a máquina através do interruptor de corrente (1), a lâmpada indicadora
(4) acende−se e caso nao exista sobreaquecimento da máquina a lâmpada avisadora
(5) deverá estar apagada, indicando que a máquina está pronta para entrar em funcio-
namento. Caso a temperatura interior da máquina aumente excessivamente durante
a soldadura, o funcionamento da máquina é interrompido e inibido. Este estado é indi-
cado pela lâmpada avisadora (5) de côr laranja, situada na parte frontal do equipamen-
to, que se manterá acesa em permanencia. O rearme processa−se automaticamente
quando o valor da temperatura desce para níveis normais, situação em que a lâmpada
avisadora (5) se apaga.
6.2.2 Indutância
Uma indutância mais elevada produz uma solda mais fluida e uma menor
quantidade de salpicos. Uma indutância mais baixa produz um som mais
desagradável e um arco concentrado e estável.
6.3 ESABMig C240
As ESABMig C240 sao equipadas com uma unidade de controle standard.
O operador pode seleccionar e ajustar manualmente todos os parâmetros de
soldadura :
S velocidade de alimentação de fio (1,9 − 19m/min)
S soldadura por pontos
S tempo de burn−back
Estas máquinas podem ser equipadas com kit voltímetro e amperímetro para
indicação da tensão e corrente de soldadura, que incorpora uma função de retenção
e pode ser calibrado.
PT

− 11 −
C240p
6.4 ESABMig C240s
A unidade de controle das ESABMig C240s permite duas formas de controle da
soldadura:
S o controle standard (o operador pode seleccionar e ajustar manualmente todos
os parâmetros de soldadura)
S o controle sinérgico (parâmetros de soldadura parcialmente pré−programados).
O tipo de controle desejado é seleccionado através do interruptor ”SYNERGY” [16]:
a posição ”OFF” corresponde ao modo de controle standard e a selecção de
qualquer material/gás activa o controle sinérgico.
O modo de controle (2−tempos / 4−tempos) ou teste motor (só teste de saida de fio)
é seleccionado através do interruptor [19]. O tempo de burn−back é ajustado
através do potenciómetro [18].
É também possível seleccionar a função soldadura por pontos através do interruptor
[10] que introduz a função e regula os tempos de intervalo de soldadura.
6.4.1 Modo de controle Standard
Quando está seleccionado o modo de controle standard, as lâmpadas [14], [15]
estao apagadas e só a fila inferior do visor digital [11] mostra a referencia a
velocidade de alimentação de fio (o interruptor [13] deverá estar na posição
”m/min”).
O operador ajusta a tensao requerida com os comutadores [2], [3] e regula a
velocidade de alimentação de fio (1,4 − 19m/min) com o potenciómetro [9].
Durante o processo de soldadura a fila superior do visor digital [11] mostra o valor
actual da tensao do arco ou da corrente de soldadura conforme a posição do
interruptor [12]. Quando o processo de soldadura termina os valores exibidos
mantem−se (função HOLD).
6.4.2 Modo de controle Sinérgico
No modo de controle sinérgico, o operador selecciona em primeiro lugar o
material/gás através do comutador [16] e o diâmetro do fio com o comutador [17].
Ao regular a tensao (com os comutadores de tensao [2],[3]) o visor digital [11] e as
lâmpadas [14,15] no painel frontal mostram os parâmetros de soldadura.
A lâmpada indicadora de sinergia [14] está acesa em côr verde (só no modo
sinérgico) quando estao introduzidos parâmetros cobertos pela linha sinérgica, ou
em côr vermelha quando os parâmetros introduzidos estao fora de cobertura da
linha sinérgica (neste caso o modo de soldadura desarma!).
PT

− 12 −
C240p
Nota: Esta lâmpada está também acesa em vermelho (em ambos os modos de
controle):
S Quando durante a soldadura se pressiona o gatilho da pistola, quando se opera
qualquer dos comutadores de tensao [ 2], [3], entao a soldadura é
imediadatamente desarmada até se soltar o gatilho da pistola!
S Quando se pressiona o gatilho da pistola ao ligar a máquina
com o comutador [1].
Uma das lâmpadas [15] indica a saída de corrente recomendada [−] saída de
corrente com a inductância apropriada [7,8].
Os parâmetros exibidos no visor [11] dependem da posição dos comutadores [12,
13] e do estado da máquina.
Antes da soldadura começar a linha superior do visor mostra os valores esperados
de tensao do arco (V) ou de intensidade da corrente (A) e a linha inferior do visor
mostra a velocidade de alimentação de fio referencia (m/min) ou a espessura
máxima (mm) da peça a soldar.
Durante a soldadura a linha superior do visor digital mostra a tensao actual do arco
ou a corrente de soldadura enquanto a linha inferior mostra a velocidade de
alimentação de fio (m/min) ou a espessura máxima recomendada (mm) da peça a
soldar.
Após a soldadura o visor exibe os últimos valores de tensao ou corrente (função
HOLD).
A velocidade de alimentação do fio é regulada automaticamente (através do
programa armazenado no microprocessador) devendo o potenciómetro [9] estar na
posição média ”0”. Quando necessário o operador pode corrigir o valor de referencia
pré−programado através do potenciómetro [9] entre +/− 20% desse mesmo valor.
7 MANUTENÇÃO
A manutenção regular é importante para o funcionamento seguro e fiável.
Nota!
Todas as condições de garantia do fornecedor deixam de se aplicar se o cliente
tentar realizar ele próprio qualquer trabalho no produto durante o período de
garantia por forma a rectificar quaisquer avarias.
7.1 Inspecção e limpeza
Verificar regularmente se a fonte de alimentação está livre de sujidade.
A fonte de alimentação deverá ser regularmente limpa utilizando ar comprimido com
uma pressão reduzida. Em ambientes sujos isto deverá ser feito com mais
frequência.
Caso contrário a entrada/saída de ar podem ficar bloqueadas e provocar
sobreaquecimento. Para evitar isto pode utilizar um filtro de ar.
O filtro de ar é um acessório. Número de encomenda na página 19.
Pistola de soldar
S A limpeza e substituição das peças de desgaste da pistola de soldar deverão
ser feitas regularmente para obter uma alimentação do fio sem problemas.
Limpe com ar comprimido a guia do fio em intervalos regulares e limpe a ponta
de contacto.
PT

− 13 −
C240p
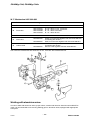
O cubo do travão
O cubo é ajustado quando é entregue; se for
necessário reajustar, siga as instruções
apresentadas em baixo. Ajuste o cubo do travão
de modo a que o fio fique ligeiramente frouxo
quando a alimentação do fio parar.
S Ajustar o binário de travagem:
S Coloque o manípulo vermelho na posição de bloqueado.
S Insira uma chave de parafusos dentro das molas do cubo.
Rode as molas da esquerda para a direita para reduzir o binário de travagem
Rode as molas da direita para a esquerda para aumentar o binário de
travagem. NB: Rode o mesmo para as duas molas.
8 ANÁLISE DE AVARIAS
Tente estas verificações e inspecções recomendadas antes de chamar um técnico de assistência
autorizado.
Tipo de avaria Acções
Não há arco. S Verificar se o interruptor da fonte de alimentação da rede
está ligado.
S Verificar se os cabos de alimentação e de retorno da
corrente de soldadura estão correctamente ligados.
S Verificar se está definido o valor correcto da corrente.
A corrente de soldadura é inter-
rompida durante a soldadura.
S Verificar se o mecanismo de disparo de sobrecarga térmica
se activou (indicado pela luz laranja na parte da frente).
S Verificar os fusíveis da fonte de alimentação da rede.
Os mecanismos de disparo de
sobrecarga térmica
funcionam frequentemente
S Verificar se os filtros de ar estão obstruídos.
S Certificar−se de que não está a exceder os dados
especificados para a fonte de alimentação (isto é, que a
unidade não está a ser sobrecarregada).
Maus resultados de soldadura. S Verificar se os cabos de alimentação e de retorno da
corrente de soldadura estão correctamente ligados.
S Verificar se está definido o valor correcto da corrente.
S Verificar se estão a ser utilizados os fios de soldadura
correctos.
S Verificar os fusíveis da fonte de alimentação da rede.
S Verificar na unidade de alimentaçao se estao montados os
roletes adequados e se a pressao aplicada está correcta.
9 ENCOMENDAR PEÇAS SOBRESSALENTES
Os ESABMig C240, ESABMig C240s foram construídas e testados conforme os
padrões europeus e internacionais IEC/EN 60974−1 e EN 60974−10. Depois de efectua-
do o serviço ou reparação é obrigação da entidade reparadora assegurar−se de que o
produto não difere do standard referido.
As peças sobresselentes podem ser encomendadas através do seu concessionário
mais próximo da ESAB, consulte a última página desta publicação.
PT

Esquema
− 14 −
dC240
ESABMig C240, 230/400−415V

− 15 −
dC240
ESABMig C240s, 230V

− 16 −
dC240
ESABMig C240s, 400−415V

ESABMig C240, ESABMig C240s
Edition 060324
− 17 −
oC240
Valid for serial no. 310−XXX−XXXX
Ordering numbers
0349 304 657 ESABMig C240 400−415V 3~50/60Hz (welding gun PSF 250, 3m)
0349 304 658 ESABMig C240 230V 3~50/60Hz (welding gun PSF 250, 3m)
0349 304 659 ESABMig C240s 400−415V 3~50/60Hz (welding gun PSF 250, 3m)
0349 304 660 ESABMig C240s 230V 3~50/60Hz (welding gun PSF 250, 3m)
0349 305 983 ESABMig C240 400−415V 3~50/60Hz (welding gun PSF 250, 4,5m)
0349 305 984 ESABMig C240 230V 3~50/60Hz (welding gun PSF 250, 4,5m)
0349 305 985 ESABMig C240s 400−415V 3~50/60Hz (welding gun PSF 250, 4,5m)
0349 305 986 ESABMig C240s 230V 3~50/60Hz (welding gun PSF 250, 4,5m)

ESABMig C240, ESABMig C240s
Edition 060324
− 18 −
wC240
W. F. Mechanism 0455 890 882
Item Denomination Ordering no. Notes
A Pressure roller 0455 907 001
B Feed roller
0367 556 001
0367 556 002
0367 556 006
0367 556 004
Ø 0.6−0.8mm Fe, Ss, cored wire.
Ø 0.8−1.0mm Fe, Ss, cored wire.
Ø 1.0−1.2mm cored wire.
Ø 1.0−1.2mm Al wire.
C Inlet nozzle 0466 074 001
D Insert tube
0455 894 001
0455 889 001
Plastic, must be used together with item 0455 885 001,
for welding with Al wire.
Steel, must be used together with item 0455 886 001.
E Outlet nozzle
0455 885 001
0455 886 001
Must be used together with item 0455 894 001,
for welding with Al wire.
Must be used together with item 0455 889 001.
The rollers are marked with wire dimension in mm, some are also marked with inch.
Welding with aluminium wires.
In order to weld with aluminium wires, proper rollers, nozzles and liners for aluminium wires MUST be
used. It is recommended to use 3m long welding gun for aluminium wires, equipped with appropriate
wear parts.

ESABMig C240, ESABMig C240s
Edition 060324
Acessórios
− 19 −
aC240
Digital meter . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0349 302 598
Transformer kit for CO
2
heater . . . . . . . . . . . 0349 302 250
Filter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0349 302 599
Cable holder . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0349 303 362

ESAB AB
SE−695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
041227
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna−Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Copenhagen−Valby
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB International AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem−MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax: +81 3 5296 8080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Shah Alam Selangor
Tel: +60 3 5511 3615
Fax: +60 3 5512 3552
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki−Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA−CIS
ESAB Representative Office
Moscow
Tel: +7 095 937 98 20
Fax: +7 095 937 95 80
ESAB Representative Office
St Petersburg
Tel: +7 812 325 43 62
Fax: +7 812 325 66 85
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20




















ESAB ESABMig C240 Manual do usuário
- Tipo
- Manual do usuário
- Este manual também é adequado para
Artigos relacionados
-
ESAB ESABMig 325 Manual do usuário
-
ESAB ESABMig C240 Manual do usuário
-
ESAB Mig C240 PRO, Mig C240s PRO Manual do usuário
-
ESAB LKA 150 Manual do usuário
-
-
ESAB ESABMig C280 Manual do usuário
-
-
-
ESAB ESABMig 400t Manual do usuário
-