
Valid for serial no. 6260349 301 114 071119
Mag C140/C150
Mag C170/C200/C250
Origo
Istruzioni per l’uso

ITALIANO
-- 2 --
TOCi
1 DIRETTIVA 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 SICUREZZA 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 INTRODUZIONE 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Apparecchiatura 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 DATI TECNICI 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 INSTALLAZIONE 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Collocazione 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Montaggio dei componenti 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.3 Impianto elettrico 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.4 Alimentazione elettrica di rete 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 USO 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 Collegamenti e dispositivi di controllo 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Saldatura senza gas 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 Pressione di avanzamento del filo 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4 Sostituzione e inserimento del filo 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.5 Messa in moto dell’impianto e protezione contro il surriscaldamento 12. . . . . . . . . . . . . .
7 MANUTENZIONE 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Controllo e pulizia 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 RICERCA GUASTI 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 ORDINAZIONE DEI PEZZI DI RICAMBIO 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SCHEMA 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ACCESSORI 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

-- 3 --
MC1425i
1 DIRETTIVA
DICHIARAZIONE DI CONFORMITA
ESAB AB, Welding Equipment, SE--695 81 Laxå, Svezia, dichiara sotto la propria responsabilità che il
generatore per saldatura Origo
TM
Mag C140/C150/C170/C200/C250 con numero di serie a partire da
626 sono fabbricate e testate in conformità alla norma EN 60974--1, e EN 60974--10 come previsto
dalla direttiva (2006/95/CEE) e (2004/108/CEE).
------------------------------------------------------------------------------------------------------------------------------------
Kent Eimbrodt
Global Director
Equipment and Automation
Laxå 2007--01--17
2 SICUREZZA
L’utilizzatore di un impianto per saldatura ESAB è responsabile delle misure di sicurezza per il per-
sonale che opera con il sistema o nelle vicinanze dello stesso. Le misure di sicurezza devono sod-
disfare le norme previste per questo tipo di impianto per saldatura. Queste indicazioni sono da con-
siderarsi un complemento alle norme di sicurezza vigenti sul posto di lavoro.
Il sistema di saldatura automatica deve essere manovrato secondo quanto indicato nelle istruzioni
e solo da personale adeguatamente addestrato. Una manovra erronea, causata da un intervento
sbagliato, oppure l’attivazione di una sequenza di funzioni non desiderata, può provocare anomalie
che possono causare danni all’operatore o all’impianto.
1. Tutto il personale che opera con saldatrici automatiche deve conoscere:
S l’uso e il funzionamento dell’apparecchiatura
S la posizione dell’arresto di emergenza
S il suo funzionamento
S le vigenti disposizioni di sicurezza
S l’attività di saldatura
2. L’operatore deve accertarsi:
S che nessun estraneo si trovi all’interno dell’area di lavoro dell’impianto per saldatura prima
che questo venga messo in funzione
S che nessuno si trovi esposto al momento di far scoccare l’arco luminoso
3. La stazione di lavoro deve essere:
S adeguata alla funzione
S senza correnti d’aria
4. Abbigliamento protettivo
S Usare sempre l’abbigliamento di sicurezza previsto, per es. occhiali di protezione, abiti non
infiammabili, guanti protettivi.
S Non usare abiti troppo ampi o accessori quali cinture, bracciali o anelli che possano impi-
gliarsi o provocare ustioni.
5. Alltro
S Controllare che i previsti cavi di ritorno siano correttamente collegati.
S Ogni intervento sui componenti elettrici deve essere effettuato solo da personale specia-
lizzato.
S Le attrezzature antincendio devono essere facilmente accessibili in luogo adeguatamente
segnalato.
S Non eseguire mai lubrificazioni e interventi di manutenzione sull’impianto per saldatura
quando è in esercizio.
IT

-- 4 --
MC1425i
ATTENZIONE!
Leggere attentamente le istruzioni prima
dell’installazione e dell’uso.
ATTENZIONE
LEGGERE ATTENTAMENTE LE ISTRUZIONI PRIMA DELL’INSTALLAZIONE E DELL’USO.
I LAVORI EFFETTUATI CON LA SALDATURA AD ARCO E LA FIAMMA OSSIDRICA SONO PERI-
COLOSI. PROCEDERE CON CAUTELA. SEGUIRE LE DISPOSIZIONI DI SICUREZZA BASATE SUI
CONSIGLI DEL FABBRICANTE.
CHOCK ELETTRICO -- Può essere mortale
S Installare e mettere a terra l’elettrosaldatrice secondo le norme.
S Non toccare particolari sotto carico o gli elettrodi a mani nude o con attrezzatura di protezione
bagnata.
S Isolarsi dalla terra e dal pezzo in lavorazione.
S Assicurarsi che la posizione di lavoro assunta sia sicura.
FUMO E GAS -- Possono essere dannosi
S Tenere il volto lontano dai fumi di saldatura.
S Ventilare l’ambiente e allontanare i fumi dall’ambiente di lavoro.
IL RAGGIO LUMINOSO -- Puo causare ustioni e danni agli occhi
S Proteggere gli occhi e il corpo. Usare un elmo protettivo per saldatura adeguato e abiti di prote-
zione.
S Proteggere l’ambiente circostante con paraventi o schermature adeguate.
PERICOLO D’INCENDIO
S Le scintille della saldatrice possono causare incendi. Allontanare tutti gli oggetti infiammabili dal
luogo di saldatura.
RUMORE -- Un rumore eccessivo può comportare lesioni dell’udito
S Proteggere l’udito. Utilizzare cuffie acustiche oppure altre protezioni specifiche.
S Informare colleghi e visitatori di questo rischio.
IN CASO DI GUASTO -- Contattare il personale specializzato.
PROTEGGETE VOI STESSI E GLI ALTRI!
Non utilizzare l’alimentazione elettrica per scongelare i tubi congelati.
ATTENZIONE!
Questo prodotto può essere utilizzato esclusivamente per saldatura ad arco.
Non smaltire le apparecchiature elettriche insieme ai normali rifiuti!
In osservanza della direttiva europea 2002/96/CE sui rifiuti di apparecchiature elettriche
ed elettroniche e relativa implementazione secondo la legislazione nazionale, le
apparecchiature elettriche che giungono a fine vita operativa devono essere raccolte
separatamente ed inviate ad apposita struttura di riciclaggio per uno smaltimento
compatibile con l’ambiente. In quanto proprietari dell’apparecchiatura, occorre informarsi
relativamente ai sistemi di raccolta approvati presso il nostro rappresentante locale.
Applicando questa direttiva europea si migliora l’ambiente e la salute umana!
IT

-- 5 --
MC1425i
3 INTRODUZIONE
Origo
TM
Mag C140/C150/C170/C200/C250 generatori per saldatura, compatti e con funzione di
commutazione a passi, destinati alla saldatura con filo massiccio di acciaio, acciaio inossidabile ed
aluminio nonché filo tubolare con o senza gas protettivo.
Invertendo collegamenti + e -- su blocchetto di commutazione sopra alimentatore e possibile passare
dalla saldatura con filo massiccio/gas protettivo alla saldatura con filo tubolare senza gas.
Per ulteriori dettagli sugli accessori ESAB del prodotto, consultare la pagina 22.
3.1 Apparecchiatura
Il generatore è provvisto di:
S La pistola saldatrice
S Cavo di ritorno da 3,5 m con morsetto di ritorno
S Supporto per cilindro del gas (C150--C250)
S Manuale istruzioni
4 DATI TECNICI
Origo
TM
Mag
C140
Origo
TM
Mag
C150
Origo
TM
Mag
C170
Tensione
220--230V, 1∼
50/60Hz
220--230V, 1∼
50/60Hz
220--230V, 1∼
50/60Hz
Carico massimo consentito ad un
Intermittenza del 100% 42A/16,1V 67A/17,4V 76A/17,8V
Intermittenza del 60 % 54A/16,7V 86A/18,3V 98A/18,9V
Intermittenza del @ % 67A/17,4V @
40%
95A/18,7V @
50%
150A/21,8V @
25%
Intermittenza del 20 % 100A/13,0V 150A/13,8V 170A/19,3V
Campo di regolazione (DC) 35A/15,7V--67A/1
7,4V
(100A/13,0V)
35A/15,7V--95A/1
8,7V
(150A/13,8V)
30A/15,5V--150A/
19,3V
(170A/19,3V)
Tensione al minimo 19,6--27,5V 18,5--30,5V 15,5--30,6V
Potenza al minimo 90W 100W 145W
Fattore di potenza 0,92 0,91 0,90
Tensione di manovra 220--230V,
50/60Hz
220--230V,
50/60Hz
42V, 50/60Hz
Velocità di trascinamento del filo 2,0--14m/min 2,0--14m/min 1,0--17m/min
Tempo di bruciatura finale del filo -- -- 0,02--0,25s
Saldatura per punti -- -- 0,2--2,5s
Attacco pistola saldatrice fixed fixed EURO
Dimensioni del filo 0,6--0,8(Fe)
0,8(cored)
0,8(CuSi)
0,6--0,8(Fe)
0,8(cored)
0,8(CuSi)
0,6--0,8(Fe)
1,0(Al)
0,8(cored)
0,8--1,0(CuSi)
Diametro max. della bobina del filo 200mm/5kg 200mm/5kg 300mm/15kg
IT

-- 6 --
MC1425i
Dimensioni LxPxA
650x300x550 650x300x550 860x420x730
Peso 25kg 37,5kg 59kg
Temperatura di esercizio --10 ÷ +40
o
C --10 ÷ +40
o
C --10 ÷ +40
o
C
Classe di protezione IP 23 IP 23 IP 23
Classe di utilizzo
Origo
TM
Mag C200 Origo
TM
Mag C250
Tensione 220--230V, 1∼ 50/60Hz 220--230V, 1∼ 50/60Hz
Carico massimo consentito ad un’in-
termittenza del 100% 90A/18,5V 110A/19,5V
Intermittenza del 60 % 115A19,7V 140A/21,0V
Intermittenza del @ % 150A/21,5V @ 35% 200A/24,0V @ 30%
Intermittenza del 20 % 200A/18,0V 250A/21,0V
Campo di regolazione (DC) 30A/15,5V--150/21,5
(200A/18V)
40A/16,0V--200A/24,0V
(250A/21,0V)
Tensione al minimo 17,5--33,0V 19,0--41,5V
Potenza al minimo 240W 200W
Fattore di potenza 0,83 0,92
Tensione di manovra 42V, 50/60Hz 42V, 50/60Hz
Velocità di trascinamento del filo 1,0--17m/min 1,9--19m/min
Tempo di bruciatura finale del filo 0,02--0,25s 0--0,25s
Saldatura per punti 0,2--2,5s 0,2--2,5s
Attacco pistola saldatrice EURO EURO
Dimensioni del filo 0,6--1,0(Fe)
1,0(Al)
0,8--1,0(cored)
0,8--1,0(CuSi)
0,6--1,2(Fe)
1,0--1,2(Al)
0,8--1,2(cored)
0,8--1,0(CuSi)
Diametro max. della bobina del filo 300mm/15kg 300mm/15kg
Dimensioni LxPxA 860x420x730 860x420x730
Peso 68kg 94kg
Temperatura di esercizio --10 ÷ +40
o
C --10 ÷ +40
o
C
Classe di protezione IP 23 IP 23
Classe di utilizzo
Fattore di intermittenza
Il fattore d’intermittenza è una percentuale calcolata su un intervallo di 10 minuti, durante il quale è
possibile saldare con un carico specifico.
Classe di protezione
Il codice IP corrisponde alla classe di protezione, cioè il grado di protezione contro l’infiltrazione di
particelle metalliche e acqua. Un impianto contrassegnato IP 23 è designato sia per uso interno che
per uso esterno.
Classe d’uso
Il simbolo significa che il generatore di corrente è costruito per uso in ambienti con alto rischio
elettrico.
IT

-- 7 --
MC1425i
5 INSTALLAZIONE
La connessione a rete deve essere eseguita da personale adeguatamente ad-
destrato.
Nota!
Collegare il generatore alla rete elettrica con un’impedenza di rete di (C150 -- 0,419, C170 -- 0,286, C200
-- 0,203, C250 -- 0,212) ohm o inferiore. Se l’impedenza di rete è superiore, vi è il rischio di sfarfallio degli
illuminatori.
ATTENZIONE!
Questo prodotto può essere utilizzato esclusivamente per scopi industriali. In ambienti domestici
questo prodotto può provocare interferenze radio. É responsabilità dell’utente adottare precauzioni
adeguate.
5.1 Collocazione
Posizionare il generatore di saldatura in modo che gli ingressi e le uscite dell’aria di raffreddamento
non siano ostruiti.
5.2 Montaggio dei componenti
Durante il trasporto le ruota non sono montate all’aparecchio. Prima di iniziare il lavoro, le ruota
devono essere montate secondo l’istruzione.
ATTENZIONE!
5.2.1 Origo
TM
Mag C140
IT

-- 8 --
MC1425i
5.2.2 Origo
TM
Mag C150
1.
3.
2.
IT

-- 9 --
MC1425i
5.2.3 Origo
TM
Mag C170/C200/C250
1.
3.
2.
5.3 Impianto elettrico
IT

-- 10 --
MC1425i
5.4 Alimentazione elettrica di rete
Controllare che il gruppo sia collegato alla tensione di rete corretta e che sia protetto da fusibili di
dimensioni adeguate. Effettuare un collegamento di messa a terra, in conformità alle norme vigenti.
Targhetta con i dati relativi al collegamento di rete
Origo
TM
Mag C140
Origo
TM
Mag C150
Origo
TM
Mag C170
Origo
TM
Mag C200
Origo
TM
Mag C250
Tensione di rete V 220--230V,
1∼ 50/60Hz
220--230V,
1∼ 50/60Hz
220--230V,
1∼ 50/60Hz
220--230V,
1∼ 50/60Hz
220--230V,
1∼ 50/60Hz
Corrente primaria A
tempo caldo di saldatura100%
5,4 9,6 10,4 14,3 16,6
tempo caldo di saldatura 60% 7,6 12,9 15,0 17,6 23,4
tempo caldo di saldatura @% 10,2A @40% 15,2 @ 50% 26,5 @ 25% 26,2 @ 35% 38,7 @ 30%
tempo caldo di saldatura 20% 13,8 22,6 29 32,5 47,5
Sezione dei cavi di collegamen-
to alla rete mm
2
22
2
3 x 1.5 3 x 1.5 3 x 1.5 3 x 2.5 3 x 4,0
Fusibile soppressore di sovracor-
rente A
10 10 16 16 35
NB: La sezione dei cavi di collegamento alla rete e le dimensioni dei fusibili illustrate precedentemente
sono conformi alle norme svedesi. Esse non sono applicabili in altri paesi: assicurarsi che l’area dei
cavi e le dimensioni dei fusibili siano conformi alle norme del paese di utilizzo.
6 USO
Le norme generali di sicurezza per utilizzare questo impianto sono descritte a
pagina 3, leggerle attentamente prima dell’uso dell’impianto.
ATTENZIONE!
Attenzione alle parti girevoli. Rischio di schiacciamento.
Per evitare che la bobina esca dal mozzo. Bloccare la bobina con il
volantino rosso, secondo il cartello (vedi figura a destra) posizionato
accanto al mozzo del freno.
ATTENZIONE!
ATTENZIONE -- RISCHIO DI RIBALTAMENTO!
Durante il trasporto ed il lavoro c’e il pericolo di ribaltamento e di caduta
dell’apparecchiatura se questa dovesse avere un’inclinazione maggiore di 10
o
. In questo
caso occorre provvedere alle dovute misure di sicurezza!
IT

-- 11 --
MC1425i
6.1 Collegamenti e dispositivi di controllo
1 Interruttore di rete con segnatore luminoso,
soltanto in C170/C200/C250
5a Cavo di ritorno con morsetto di ritorno,
soltanto in C140/C150/C170/C200
2 Spia di segnalazione arancione, surriscaldamento 6 Manopola per la saldatura per punti --
ON/OFF e per l’impostazione del tempo
3 Interrutore di regolazione tensione
C140: OFF + 4 gradi (alimentazione ON/OFF)
C150: OFF + 7 gradi (alimentazione ON/OFF)
C170: 8 gradi
C200: 12 gradi
C250: 12 gradi
7 Manopola per la regolazione della velocità trainafilo
4 Attacco EURO per la pistola saldatrice,
soltanto in C170/C200/C250
8 Display digitale V/A e un acessorio,
C170/C200/C250 (vedi pagina 22)
4a Pistola saldatrice, montata, soltanto in C140/C150 9 Manopola per la regolazione del tempo di bruciatu-
ra finale. In C250 nella parte dell’alimentatore del
filo, In C170/C200 sulla piastrella di commando.
5 Collegamento per il cavo di ritorno (--), soltanto in C250
6.2 Saldatura senza gas
(cored)
(Fe) (Al) (cored)
(CuSi)
connected when delivered
IT

-- 12 --
MC1425i
6.3 Pressione di avanzamento del filo
Iniziare controllando che il filo sia ben teso nel guidafilo. Impostare quindi la
pressione sui rulli di pressione del dispositivo di alimentazione. E’ importante che
la pressione non sia troppo elevata.
Figura 1 Figura 2
Per controllare che la pressione di alimentazione sia impostata correttamente,
svolgere il filo contro un oggetto isolato, ad esempio un pezzo di legno.
Tenendo la pistola a circa 5 mm dal pezzo di legno (figura 1), i rulli di
alimentazione slittano.
Tenendo la pistola a circa 50 mm dal pezzo di legno, il filo si piega (figura 2).
6.4 Sostituzione e inserimento del filo
S Aprire il pannello laterale.
S Scollegare il sensore di pressione piegandolo all’indietro in modo da far scorrere
i rulli di pressione verso l’alto.
S Estrarre da 10 a 20 cm del nuovo filo, quindi inserirlo nel gruppo trainafilo dopo
avere eliminato dalla sua estremità con una lima le eventuali sbavature e gli
spigoli vivi.
S Accertarsi che il filo si inserisca correttamente nella scanalatura del rullo di
trascinamento e nell’ugello di uscita e nella guida del filo.
S Fissare il sensore di pressione.
S Chiudere il pannello laterale.
6.5 Messa in moto dell’impianto e protezione contro il
surriscaldamento
Quando l’impianto e messo in moto mediante l’interuttore di rete [1] opure [3] a
secondo il tipo dell’impianto, la spia di segnalazione [1] e attiva, e la spia [2] e
disattiva -- l’impianto e adatto a lavorare. Se la temperatura interna diventa
eccessiva, la corrente di saldatura e interrotta e si attiva una spia di segnalazione
arancione [2] sul lato anteriore del gruppo, che splende di luce continua. La
saldatura e ripristinata quando la temperatura scende.
IT

-- 13 --
MC1425i
7 MANUTENZIONE
Per garantire un funzionamento corretto e sicuro, eseguire sempre una
manutenzione regolare.
Nota!
Tutte le garanzie del fornitore sono da considerarsi nulle nel caso in cui l’acquirente
tenti di intervenire sul prodotto durante il periodo di garanzia al fine di correggere
eventuali difetti.
7.1 Controllo e pulizia
Controllare con regolarità che il generatore non sia sporco.
Il generatore deve essere regolarmente sottoposto a pulizia mediante aria
compressa a pressione ridotta. In ambiente di lavoro molto polveroso, pulire più
spesso.
In caso contrario le bocchette per l’afflusso o il deflusso dell’aria possono ostruirsi e
causare un surriscaldamento.
Pistola saldatrice
S Per un funzionamento senza problemi della pistola saldatrice, eseguire a
intervalli regolari la pulizia e la sostituzione dei componenti usurati del
meccanismo di avanzamento. Pulire con regolarità la guida del filo con aria
compressa e pulire la punta di contatto.
Il mozzo del freno
Il mozzo viene regolato al momento della
consegna da parte del fabbricante; se è
necessario regolarlo nuovamente, procedere
come segue. Regolare il mozzo del freno in modo
che il filo risulti leggermente lento quando si
arresta il trascinamento.
S Regolazione della coppia frenante:
S Ruotare la maniglia rossa in posizione di blocco.
S Inserire un cacciavite nelle molle del mozzo.
Ruotare le molle in senso orario per ridurre la coppia frenante.
Ruotare le molle in senso antiorario per aumentare la coppia frenante.
NB: Regolare entrambe le molle ruotandole dello stesso valore.
IT

-- 14 --
MC1425i
8 RICERCA GUASTI
Eseguire i seguenti controlli prima di rivolgersi a un tecnico specializzato addetto alla
manutenzione.
Tipo di guasto
Interventi
Nessun arco S Controllare che l’interruttore dell’alimentazione elettrica di
rete si trovi su ON.
S Controllare che l’alimentazione della corrente di saldatura e i
cavi di ritorno siano collegati correttamente.
S Controllare che il valore di corrente sia impostato
correttamente.
La corrente di saldatura viene
interrotta durante la saldatura.
S Controllare che la termocoppia non si sia attivata (la spia
arancione deve accendersi sul pannello anteriore)
S Controllare i fusibili dell’alimentazione elettrica di rete.
La termocoppia di sovraccarico
si attiva frequentemente
S Verificate se i fori di visita e di uscita dell’aria non sono
bloccati.
S Assicurarsi che non si stiano superando i valori previsti per il
generatore (ad es. che non ci sia un sovraccarico sul
gruppo).
Saldatura poco efficace. S Controllare che l’alimentazione della corrente di saldatura e i
cavi di ritorno siano collegati correttamente.
S Controllare che il valore di corrente sia impostato
correttamente.
S Controllare che siano in uso i fili corretti.
S Controllare i fusibili dell’alimentazione elettrica di rete.
S Controlla se nell’alimentatore del filo sono stati impiegati
rotoli adeguati e se e stata impostata un’adeguata pressione
dei rotoli di contatto dell’alimentatore.
9 ORDINAZIONE DEI PEZZI DI RICAMBIO
Origo
TM
Mag C140/C150/C170/C200/C250 sono disignate e collaudate secondo le nor-
me internazionali ed europee IEC/ EN 60974--1 ed EN 60974--10. Dopo l’effettuata as-
sistenza oppure riparazione è di responsabilità dell’agenzia di servizio di accertarsi
che il prodotto non si differenzi dalle summenzionate vigenti norme.
Per ordinare i pezzi di ricambio, rivolgersi al più vicino rivenditore ESAB; vedere l’ulti-
ma pagina di questo documento.
IT

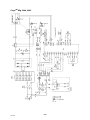
Schema
-- 15 --
dC1425
Origo
TM
Mig C140, 230V

-- 16 --
dC1425
Origo
TM
Mig C150, 230V

-- 17 --
dC1425
Origo
TM
Mig C170, 230V

-- 18 --
dC1425
Origo
TM
Mig C200, 230V

-- 19 --
dC1425
Origo
TM
Mig C250, 230V

Origo
T
M
Mag C140/C150/C170/C200/C250
Edition 071119
-- 20 --
oC1425
Valid for serial no. 626--XXX--XXXX
Ordering numbers
0349 306 220 Origo
TM
Mig C140 230V 1∼
∼∼
∼50/60Hz
0349 306 532 Origo
TM
Mig C150 230V 1∼
∼∼
∼50/60Hz
0349 305 236 Origo
TM
Mig C170 230V 1∼
∼∼
∼50/60Hz
0349 306 560 Origo
TM
Mig C200 230V 1∼
∼∼
∼50/60Hz
0349 305 238 Origo
TM
Mig C250 230V 1∼
∼∼
∼50/60Hz
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29





























ESAB Mag C250 Manual do usuário
- Tipo
- Manual do usuário
- Este manual também é adequado para
em outras línguas
- italiano: ESAB Mag C250 Manuale utente
Artigos relacionados
-
ESAB Origo™Mag C250 Manual do usuário
-
ESAB Mag C250 Manual do usuário
-
ESAB Origo™Mag C140 Manual do usuário
-
-
ESAB Mig C250 3ph Manual do usuário
-
-
ESAB Mig 400t, Mig 500t Manual do usuário
-
ESAB Origo™ Arc 300 Manual do usuário
-
ESAB Origo™Mig C170 3ph, Origo™Mig C200 3ph, Origo™Mig C250 3ph Manual do usuário
-
ESAB Origo™ Mig 630t Magma Manual do usuário
