
PT
Valid from program version 2.000460 949 180 PT 111222
A2, A6
PEK Control panel
Manual de instruções

- 2 -
TOCp
Reservamo-nos o direito de alterar as especificações sem aviso prévio.
1 INTRODUÇÃO 5.....................................................
1.1 Painel de controlo 5.........................................................
1.1.1 Teclas e botões 6......................................................
1.2 Primeiro passo 8............................................................
1.2.1 Selecção da língua 8....................................................
1.2.2 Unidade de medida 9...................................................
1.3 Visor 10.....................................................................
1.3.1 Símbolos no visor 11.....................................................
1.4 Informação geral sobre parâmetros 11..........................................
1.4.1 Parâmetro de valores numéricos 11........................................
1.4.2 Parâmetro com alternativas dadas 12......................................
1.5 VOLTA e ENTER 12..........................................................
2 MENUS 12...........................................................
2.1 Menu principal 13............................................................
2.1.1 Menu CONFIGURACOES 13.............................................
2.1.2 Menu FERRAMENTAS 14................................................
2.1.3 Menu PARAMETROS DE SOLDADURA 14.................................
2.1.4 Menu de medidas 15.....................................................
2.1.5 Menu CONJ. DE PARAMETROS 16.......................................
2.1.6 Menu ACESSO RAPIDO 17..............................................
3 SOLDADURA POR ARCO SUBMERSO 17...............................
3.1 Parâmetros para soldadura por arco submerso 18................................
4 SOLDADURA POR ARCO ELÉCTRICO EM ATMOSFERA INERTE 19......
4.1 Parâmetros para soldadura por arco eléctrico em atmosfera inerte 19...............
5 GOIVAGEM A ARCO COM JACTO DE AR COMPRIMIDO 20..............
5.1 Parâmetros para goivagem a arco com jacto de ar comprimido 20..................

- 3 -
TOCp
Reservamo-nos o direito de alterar as especificações sem aviso prévio.
6 EXPLICAÇÕES DAS FUNÇÕES 21.....................................
6.1 CA, corrente de soldadura constante 21.........................................
6.2 CW, alimentação de fio constante 21...........................................
6.3 CC, corrente constante 21.....................................................
6.4 Dimensão do fio / eléctrodo 21.................................................
6.5 Tensão do arco 21...........................................................
6.6 Velocidade de alimentação do fio 21............................................
6.7 Velocidade de alimentação de fio a frio (ICE) 21..................................
6.8 Atraso do arranque do fio a frio (ICE) 22........................................
6.9 Velocidade de deslocação 22..................................................
6.10 Direcção de soldadura 22.....................................................
6.11 Frequência CA 22............................................................
6.12 Equilíbrio CA 22..............................................................
6.13 Desvio CA 22................................................................
6.14 Fluxo prévio de fundente (SAW) 22.............................................
6.15 Fluxo prévio de gás (GMAW) 22...............................................
6.16 Fluxo prévio de ar (Gouging) 23................................................
6.17 Tipo de início 23.............................................................
6.18 Início de fluência de fio 23.....................................................
6.19 Fases de início 24............................................................
6.20 Tensão em circuito aberto máx. (OCV) 24.......................................
6.21 Fluxo posterior de fundente (SAW) 24..........................................
6.22 Fluxo posterior do gás (GMAW) 24.............................................
6.23 Fluxo posterior do ar (Gouging) 24..............................................
6.24 Enchimento de crateras 25....................................................
6.25 Tempo de “burnback” 25......................................................
6.26 Fases de fim 25..............................................................
6.27 Regulação dinâmica 25.......................................................
6.28 Parâmetros de controlo 26....................................................
6.29 Limites 26...................................................................
6.30 Limites de medidas 26........................................................
7 GESTÃO DA MEMÓRIA 26.............................................
7.1 Método de trabalho do painel de controlo 26.....................................
7.2 Guardar 27..................................................................
7.3 Chamar 29..................................................................
7.4 Eliminar 29..................................................................
7.5 Copiar 31...................................................................
7.6 Nome 32....................................................................
7.7 Editar 33....................................................................

- 4 -
TOCp
Reservamo-nos o direito de alterar as especificações sem aviso prévio.
8 MENU DE CONFIGURAÇÃO 34........................................
8.1 Bloqueio de acesso 35........................................................
8.1.1 Estado do bloqueio de acesso 35..........................................
8.1.2 Especificar/editar código de bloqueio 36....................................
8.2 Definições gerais 36..........................................................
8.2.1 Teclas de função de acesso rápido 36......................................
8.2.2 Registo de dados de qualidade para ficheiro 37..............................
8.2.3 Configuração de teclas de função 38.......................................
8.2.4 Modo de auto-memorização 39............................................
8.3 Parâmetros da máquina 40....................................................
8.3.1 Código de produto 40....................................................
8.3.2 Eixo de alimentação do fio 41.............................................
8.3.3 Eixo de alimentação de fio a frio (ICE) 41...................................
8.3.4 Eixo de deslocação 42...................................................
8.3.5 Eixo exterior 42.........................................................
8.3.6 Tandem para LAF e TAF 43..............................................
8.3.7 Tandem para fonte de alimentação Aristo 1000 46...........................
8.3.8 Fontes de alimentação paralelas 47........................................
8.3.9 Alimentação do fio a frio (ICE) 48..........................................
8.3.10 Parâmetros id nó 49.....................................................
8.4 Comprimento do cabo 49......................................................
8.5 Manutenção 50..............................................................
8.6 Parâmetros da rede 50........................................................
8.6.1 Descrição geral do sistema 51.............................................
9 FERRAMENTAS 51...................................................
9.1 Lista de erros ocorridos 52....................................................
9.1.1 Unidades 52............................................................
9.1.2 Descrição dos códigos de avaria 52........................................
9.2 Exportar/Importar 54..........................................................
9.3 Gestor de ficheiros 54........................................................
9.3.1 Apagar um ficheiro/pasta 55..............................................
9.3.2 Renomear um ficheiro/pasta 56............................................
9.3.3 Criar uma pasta nova 56..................................................
9.3.4 Copiar e colar ficheiros 56................................................
9.4 Editar limites 57..............................................................
9.5 Limites de medidas 58........................................................
9.6 Estatísticas de produção 59...................................................
9.7 Funções de qualidade 59......................................................
9.7.1 Guardar dados de qualidade 60...........................................
9.8 Calendário 61................................................................
9.9 Contas de utilizadores 61......................................................
9.10 Informação da unidade 62.....................................................
ESTRUTURA DOS MENUS 63.............................................
DIMENSÃO DO FIO 68...................................................
NÚMEROS DE REFERÊNCIA 69..........................................

© ESAB AB 2009
- 5 -
bi24d1pa
1 INTRODUÇÃO
Para tirar o máximo partido do seu equipamento de soldadura, recomendamos a
leitura deste manual de instruções.
Para informações gerais sobre o funcionamento, consulte o manual de instruções
para a unidade de controlo, máquina de soldadura automática, coluna e lança ou
fonte de alimentação.
O texto apresentado no visor está disponível nas seguintes línguas: inglês, sueco,
finlandês, norueguês, dinamarquês, alemão, francês, italiano, holandês, espanhol,
português, húngaro, polaco, inglês (EUA), checo, chinês e russo.
1.1 Painel de controlo
1 Menu
2 Botão para deslocar o
cursor (botão de
posicionamento)
3 ENTER
4 Luz indicadora verde,
acende quando a função
está activa
5 Início de soldadura
6 Paragem de soldadura
7 Botão para definir a velocidade de deslocação no menu de medidas, noutros
menus para aumentar ou diminuir os valores definidos (botão de parâmetros)
8 Movimento de deslocação manual
9 Alimentação de fio manual descendente
10 Botão para definir a tensão do arco no menu de medidas, noutros menus para
aumentar ou diminuir os valores definidos (botão de parâmetros)
11 Movimento rápido
12 Movimento de deslocação manual
13 Botão para definir a corrente de soldadura/velocidade de alimentação do fio no
menu de medidas, noutros menus para aumentar ou diminuir os valores
definidos (botão de parâmetros)
PT

© ESAB AB 2009
- 6 -
bi24d1pa
14 Paragem de emergência
15 Alimentação de fio manual ascendente
16 Teclas de função
17 Visor
1.1.1 Teclas e botões
Menu
A tecla Menu leva-o sempre de volta ao menu principal no processo relevante:
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
FAST
MODE
ENTER
Utilize a tecla ENTER para confirmar uma selecção.
Teclas de função
As cinco teclas (S1 a S5) por baixo do visor têm funções diferentes. São as
chamadas teclas de ”função”, ou seja, podem ter funções diferentes dependendo do
menu em que se encontra. A função actual destas teclas pode ser vista no texto na
linha inferior do visor. Quando a função está activa, isto é assinalado pelo campo
com a caixa de texto que fica branca.
Alimentação ascendente do fio
Tecla para inverter o fio sem tensão de arco, quando se substitui a bobina do fio,
por exemplo. O fio é alimentado enquanto estiver a carregar no botão.
Alimentação descendente do fio
Tecla para alimentar o fio sem tensão de arco. O fio é alimentado enquanto estiver a
carregar no botão.
PT
© ESAB AB 2009
- 7 -
bi24d1pa
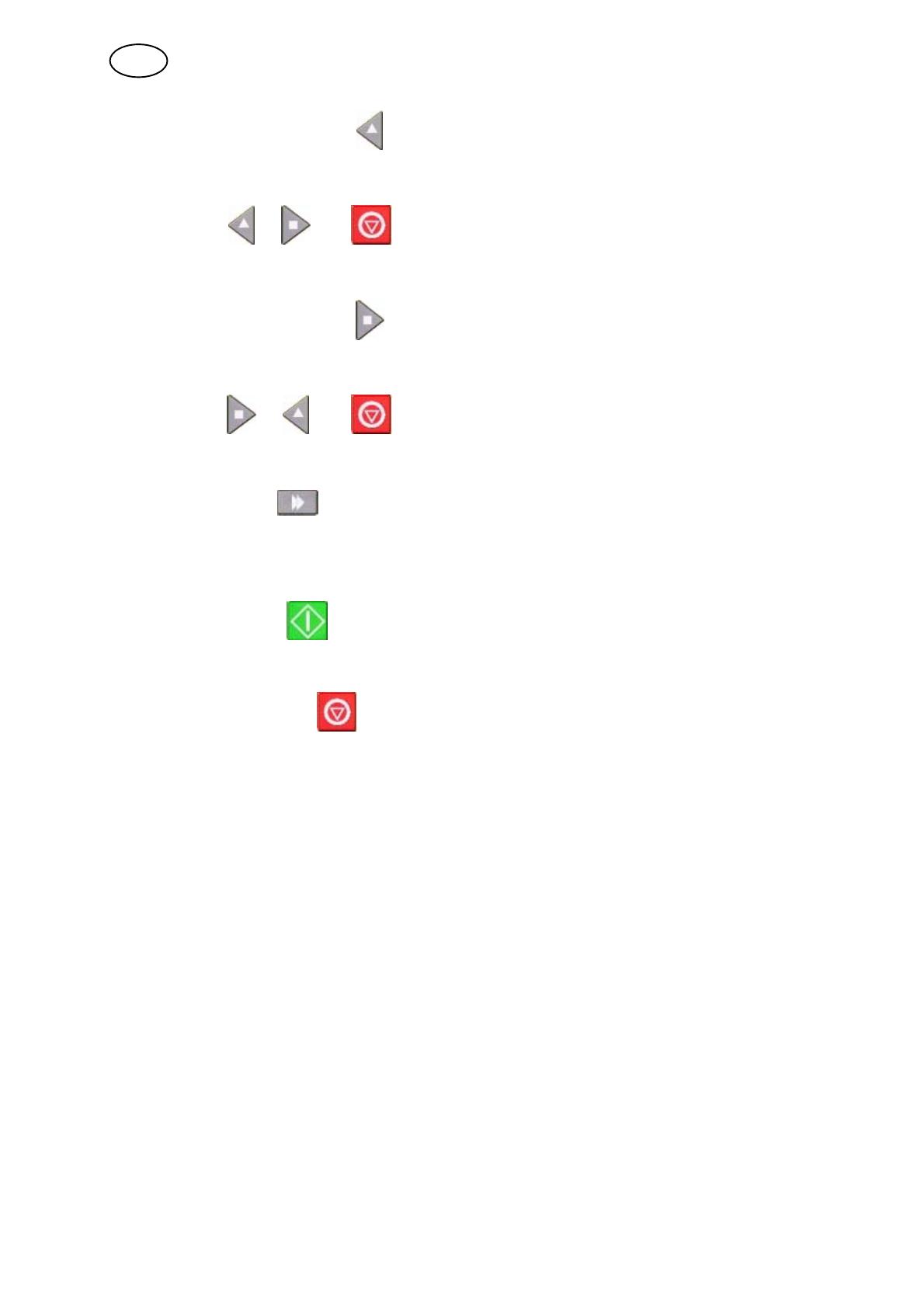
Movimento de deslocação
Tecla para movimento de deslocação na direcção de soldadura onde o símbolo é
indicado no equipamento de soldadura. Para parar o movimento de deslocação,
carregue em
, ou .
O LED acende durante o movimento de deslocação.
Movimento de deslocação
Tecla para movimento de deslocação na direcção de soldadura onde o símbolo é
indicado no equipamento de soldadura. Para parar o movimento de deslocação,
carregue em , ou .
O LED acende durante o movimento de deslocação.
Movimento rápido
Tecla para movimento rápido de alimentação de fio ou movimento de deslocação.
O LED acende durante o movimento rápido.
Início de soldadura
Tecla para início de soldadura.
Paragem de soldadura
Tecla para paragem de soldadura para todos os movimentos de deslocação e todos
os motores.
Botão de posicionamento
O botão direito mais acima é o botão de posicionamento no manual de instruções e
é utilizado para posicionar o cursor.
Botão de parâmetros
Os três botões por baixo do painel são os botões de parâmetros no manual de
instruções e são utilizados para mudar os valores definidos no painel.
PT

© ESAB AB 2009
- 8 -
bi24d1pa
1.2 Primeiro passo
1.2.1 Selecção da língua
Este menu aparece quando a máquina é ligada pela primeira vez:
SAW: CA
A 450 Amp
V 30.0 Volt
50 cm/min
|
|
|
|
|
|
NONE NONE
GAS /
FLUX NONE
2ND
FUNCT
O painel de controlo vem de fábrica com o idioma em inglês. Para seleccionar o seu
idioma, faça o seguinte:
Carregue em Menu para aceder ao menu principal.
Posicione o cursor utili
zando o botão de posi
cionamento na linha
CONFIGURACOES
(CONFIGURATION).
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
FAST
MODE
Carregue em ENTER para confirmar a selecção.
PT

© ESAB AB 2009
- 9 -
bi24d1pa
Posicione o cursor na
linha IDIOMA (LAN
GUAGE). Carregue em
ENTER para visualizar
uma lista dos idiomas
disponíveis no painel
de controlo.
CONFIGURATION
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
SERVICE"
NETWORK SETTINGS"
QUIT
Posicione o cursor na linha para o seu idioma e
carregue em ENTER.
NORSK
POLSKI
PORTUGUES
SUOMI
SVENSKA
CHINESE
|
|
|
1.2.2 Unidade de medida
O painel de controlo vem de fábrica com unidades métricas. Para seleccionar outra
unidade de medida, faça o seguinte:
Carregue em Menu para aceder ao menu principal.
Posicione o cursor utili
zando o botão de posi
cionamento na linha
CONFIGURACOES
(CONFIGURATION).
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 3.0 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
FAST
MODE
Carregue em ENTER para confirmar a selecção.
PT

© ESAB AB 2009
- 10 -
bi24d1pa
Posicione o cursor na
linha CONFIGURACAO
GERAL (GENERAL
CONFIGURATION).
CONFIGURATION
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
SERVICE"
NETWORK SETTINGS"
QUIT
Carregue em ENTER para confirmar a selecção.
Posicione o cursor na
linha UNIDADES (UNIT
OF LENGTH). Carre
gue em ENTER para
visualizar uma lista de
medidas disponíveis no
painel de controlo.
GENERAL CONFIGURATION
FAST MODE SOFT BUTTONS 1
QUALITY DATA LOG TO FILE ON
SOFT KEYS SETUP"
AUTO SAVE MODE OFF
UNIT OF LENGTH METRIC
QUIT
Posicione o cursor na linha para a medida correcta e carregue em
ENTER.
METRIC
INCH.
1.3 Visor
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CW
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
FAST
MODE
PT

© ESAB AB 2009
- 11 -
bi24d1pa
Cursor
O cursor no painel de controlo é apresentado como um campo preto em torno do
texto, com o texto seleccionado a passar a branco. O cursor aparece no manual de
instruções com o texto a negrito.
Caixas de texto
No fundo do visor existem cinco caixas contendo texto que descreve a função actual
das cinco teclas de função por baixo do visor.
1.3.1 Símbolos no visor
A O conjunto de parâmetros de
soldadura seleccionado
B Direcção de soldadura
C Ocorreu uma avaria. Ver capítulo 9.1
D Número de posição de memória
carregado
E Barra de percorrer. Poderá encontrar
mais informações neste menu
Setas
Sempre que haja mais informação por detrás de uma linha, tal é indicado por uma
seta preta " atrás do texto.
1.4 Informação geral sobre parâmetros
Existem três tipos de parâmetros:
S Parâmetro de valores numéricos
S Parâmetro de alternativas dadas
S Parâmetro de modo ON/OFF
1.4.1 Parâmetro de valores numéricos
Os botões de parâmetros são utilizados para aumentar ou diminuir os valores
definidos durante a programação de valores numéricos. No menu de medidas
utilizam-se os botões para a corrente de soldadura / velocidade de alimentação do
fio, tensão do caro ou movimento de deslocação.
PT

© ESAB AB 2009
- 12 -
bi24d1pa
1.4.2 Parâmetro com alternativas dadas
Alguns parâmetros são definidos seleccionando uma opção de uma lista.
Isto é um exemplo da lista:
SAW
GMAW
GOUGING
O cursor está posicionado na linha para SAW. Ao carregar em ENTER nesta
posição, a opção SAW. Se quiser seleccionar outra opção, posicione o cursor na
linha correcta utilizando o botão de posicionamento para subir ou descer. A seguir
carregue em ENTER . Se quiser sair da lista sem fazer uma selecção, carregue em
VOLTA (QUIT).
1.5 VOLTA e ENTER
A tecla de ”função” mais à direita é utilizada principalmente para VOLTA (QUIT),
embora seja utilizada ocasionalmente para outras funções.
S QUIT faz com que regresse ao menu ou imagem anterior.
S Ao carregar em ENTER executa uma opção seleccionada num menu ou numa
lista.
A tecla chama-se ENTER neste manual.
2 MENUS
O painel de controlo utiliza vários menus diferentes:
S Menu principal
S Menu de configurações
S Menu de ferramentas
S Menu de parâmetros de soldadura
S Menu de medidas
S Menu de conjunto de parâmetros
S Menu de acesso rápido
PT

© ESAB AB 2009
- 13 -
bi24d1pa
As árvores dos menus encontram-se a partir da página 63. Durante a inicialização,
aparece por breves instantes um ecrã de inicialização contendo informações acerca
da versão do programa actual.
Ecrã de inicialização
2.1 Menu principal
No MENU PRINCIPAL
pode alterar o processo
de soldadura, o método
de soldadura, o tipo de
fio, o método de contro
lo, a dimensão do fio,
etc.
Pode aceder a outros
sub-menus a partir des
te menu.
SAW
PROCESS SAW
METHOD DC
REGULATION TYPE CA
WIRE TYPE Fe SOLID
WIRE DIMENSION 0.8 mm
CONFIGURATION"
TOOLS"
SET MEASURE MEMORY
FAST
MODE
2.1.1 Menu CONFIGURACOES
Menu principal configurações
No menu CONFIGU
RACOES (CONFIGU
RATION) é possível
alterar o idioma, a
palavra-passe,
programar parâmetros
de carácter geral, fazer
ajustes na máquina,
etc. O aspecto do
menu varia consoante
o tipo de fonte de
alimentação que tiver
sido seleccionado na
configuração da
máquina.
CONFIGURATION
LANGUAGE ENGLISH
CODE LOCK
GENERAL CONFIGURATION"
MACHINE CONFIGURATION"
CABLE LENGTHS"
MAINTENANCE"
NETWORK SETTINGS"
QUIT
PT

© ESAB AB 2009
- 14 -
bi24d1pa
2.1.2 Menu FERRAMENTAS
Menu principal Ferramentas
No menu FERRAMEN
TAS (TOOLS) pode
transferir ficheiros, ver
estatísticas de
qualidade e produção,
listas de erros
ocorridos, etc.
TOOLS
ERROR LOG"
EXPORTIMP"
FILE MANAGER"
SETTING LIMIT EDITOR"
MEASURE LIMIT EDITOR"
PRODUCTION STATISTICS"
QUALITY FUNCTIONS"
CALENDAR"
USER ACCOUNTS"
UNIT INFORMATION"
QUIT
2.1.3 Menu PARAMETROS DE SOLDADURA
Menu principal
No menu PARAME
TROS DE SOLDADU
RA, PREPAR. (SET), é
possível alterar
diferentes parâmetros
de soldadura. O menu
tem apresentações
diferentes que variam
consoante o processo
de soldadura seleccio
nado.
SAW WELD DATA SETTING
VOLTAGE 20.5 V
CURRENT 395 A
TRAVEL SPEED 0 cm/min
DIRECTION J
START DATA"
STOP DATA"
DYNAMIC REGULATION AUTO
SETTING LIMITS"
MEASURE LIMITS"
QUIT
Outro exemplo do
menu:
SAW WELD DATA SETTING
VOLTAGE 24,0 V
CURRENT 3200 A
TRAVEL SPEED 30 cm/min
DIRECTION J
AC FREQUENCY 50 HZ
AC BALANCE 50%
AC OFFSET 0 A
START DATA"
STOP DATA"
REGULATION PAR."
I
I
I
I
I
I
QUIT
PT

© ESAB AB 2009
- 15 -
bi24d1pa
2.1.4 Menu de medidas
Menu principal
Em MEDIDAS (MEASURE) pode ver valores medidos para vários parâmetros de
soldadura enquanto a soldadura está em curso.
A 450 AMP
Corrente de soldadura
medida
30,0 Volt
Tensão de arco medida
50 cm/min
Velocidade de deslocação
medida
SAW: CA
A 450 Amp
V 30.0 Volt
50 cm/min
|
|
|
|
|
|
NONE NONE
GAS /
FLUX NONE
2ND
FUNCT
300 cm/min
Velocidade de alimentação
do fio medida
30 kJ/cm
Indica energia por unidade
de comprimento, que é
obtida utilizando os valores
seleccionados para corrente
de soldadura, tensão de
arco e velocidade de
deslocação.
300 cm/min
Velocidade de alimentação
do fio a frio medida
SAW: CA
300 cm/min
30.0 kJ/cm
300 cm/min
|
|
|
|
|
|
NONE NONE
ICE
WF NONE
2ND
FUNCT
Os valores medidos permanecem no visor mesmo depois da soldadura estar
concluída.
Pode deslocar-se para menus diferentes sem perder os valores medidos.
Os botões de parâmetros podem ser utilizados para mudar os parâmetros de
soldadura no visor das medidas.
Se o valor definido for alterado quando não há soldadura a decorrer, o valor da
medida muda para zero.
PT

© ESAB AB 2009
- 16 -
bi24d1pa
Para a activação, é activada uma tecla de função, ALIMENTAÇÃO DE FIO A FRIO
(ICE WF); ver capítulo "Definição de teclas de função" 8.2.3 . Quando a tecla é
premida, a velocidade do fio a frio é alterada utilizando o botão A esquerdo dos
parâmetros. Se a tecla de função não for premida, o botão dos parâmetros afecta a
corrente A.
No visor de medição é também possível ver os valores definidos se a tecla de
função SET VALUES estiver activada. Se ambas as teclas de função, ICE WF (ICE
WF) e os VALORES DEFINIDOS (SET VALUES) forem activados, a velocidade de
alimentação definida para o fio a frio pode ser alterada.Para activação, ver capítulo
”Definição de teclas de função” 8.2.3 .
300 cm/min
Definir velocidade de
alimentação do fio
20.0 Volt
Definir tensão do arco
30 cm/min
Definir velocidade de
deslocação
SAW: CW
300 cm/min
V 20.0 Volt
30 cm/min
|
|
|
|
|
|
NONE NONE
SET
VALUES NONE
2ND
FUNCT
2.1.5 Menu CONJ. DE PARAMETROS
Menu principal
No menu CONJ. DE
PARAMETROS (WELD
DATA MEMORY) pode
guardar, chamar,
eliminar e copiar vários
dados de soldadura
definidos. Os conjuntos
de parâmetros de
soldadura podem ser
memorizados em 255
posições de memória
diferentes.
WELD DATA MEMORY
1 (SAW)
7 (GMAW)
STORE
2ND
FUNCT QUIT
Para mais informações, consulte o capítulo 7 ”Gestão da memória”.
PT

© ESAB AB 2009
- 17 -
bi24d1pa
2.1.6 Menu ACESSO RAPIDO
Menu principal
No menu ACESSO
RAPIDO (FAST
MODE), pode ”ligar”
teclas de função a
posições de memórias
de dados de soldadura.
Estas definições são
realizadas no menu
CONFIGURACOES. O
número da posição de
memória seleccionada
é exibido no canto
superior direito.
A 450 Amp
V 30.0 Volt
50 cm/min
WELD
DATA 1
WELD
DATA 2
WELD
DATA 3
WELD
DATA 4
2ND
FUNCT
Para mais informações, consulte o capítulo 8.2.1 ”Teclas de função de acesso
rápido”.
3 SOLDADURA POR ARCO SUBMERSO
Menu principal processo
Durante a soldadura por arco submerso (SAW), um arco derrete um fio fornecido
continuamente. O banho de fusão é protegido por fundente.
Quando o processo SAW está seleccionado, pode optar entre dois métodos
assinalando MÉTODO (METHOD) utilizando o botão de posicionamento e
carregando em ENTER. Seleccione CA ou CC.
Quando o processo SAW está seleccionado, pode optar entre três métodos de
controlo assinalando TIPO DE REGULACAO (REGULATION TYPE) utilizando o
botão de posicionamento e carregando em ENTER. Seleccione corrente de
soldadura constante CA ou alimentação de fio constante CW ou corrente constante
CC, ver explicação no capítulo 6.1, 6.2 e 6.3.
PT
16
© ESAB AB 2009
- 18 -
bi24d1pa
Se seleccionar a alimentação de fio a frio, ver capítulo 8.3.9, apenas pode
seleccionar regulação do tipo CW.
3.1 Parâmetros para soldadura por arco submerso
Parâmetros Variação dos parâme
tros
Em passos
de
Valor de
pois de
reinicializar
Tensão de arco
1)
14 - 50 V 0,1 V (1V) 30 V
Corrente de soldadura
1)
(CA) 0 - 3200 A 1 A 400 A
Velocidade de alimentação do fio
1)
(CW) 0 - 2500 cm/min 1 cm/min 300 cm/min
Corrente constante
1)
(CC) 0 - 3200 A 1 A 400 A
Velocidade de alimentação do fio a frio
1)
(CW)
0 - 2500 cm/min 1 cm/min 300 cm/min
Atraso do arranque do fio a frio
1)
(CW) 0 - 99,0 s 0,1 s 2,5 s
Velocidade de deslocação
1)
0 - 200 cm/min 1 cm/min 50 cm/min
Direcção de soldadura Y - J - J
Frequência CA 10 - 100 Hz 1 50 Hz
Equilíbrio CA 25 - 75% 1 50%
Desvio CA -300 - +300 A/-10 - +10V 1 A / 0,1 V 0
Parâmetros de início
2)
Fluxo prévio de fundente 0 - 99,0 s 0,1 s 0 s
Tipo de início Directo ou Raspagem - Directo
Início de fluência de fio Velocidade automática ou
definida
- Auto
Velocidade de início de fluência de fio 0 - 1000 cm/min 1 cm/min 20 cm/min
Fases de início OFF ou ON - OFF
Tensão em circuito aberto OFF ou ON - OFF
Tensão em circuito aberto máx. 5 - 60 V 0,1 V 50 V
Parâmetros de fim
2)
Fluxo posterior de fundente 0 - 99,0 s 0,1 s 0 s
Enchimento de crateras OFF ou ON - OFF
Tempo de enchimento de crateras 0 - 10 s 0,01 s 1 s
Tempo de ”burnback” 0 - 10 s 0,01 s 1 s
Fases de fim OFF ou ON - OFF
Parâmetros de controlo
Regulação dinâmica Valores Auto ou Definido - Auto
Indutância Valores Auto ou Definido - Auto
Limites - - -
Limites de medidas - - -
1)
A variação de parâmetros depende do produto utilizado.
2)
O menu mostra as definições que pertencem ao tipo de regulação seleccionado.
PT

© ESAB AB 2009
- 19 -
bi24d1pa
4 SOLDADURA POR ARCO ELÉCTRICO EM
ATMOSFERA INERTE
O processo está disponível para determinados tipos de máquina.
Menu PRINCIPAL PROCESSO
Durante a soldadura por arco eléctrico em atmosfera inerte (GMAW), um arco derrete
um fio fornecido continuamente. O banho de fusão é protegido por gás de protecção.
Quando o processo de soldadura por arco eléctrico em atmosfera inerte está
seleccionado, pode optar entre dois métodos de controlo assinalando TIPO DE
REGULACAO (REGULATION TYPE) utilizando o botão de posicionamento e
carregando em ENTER. Seleccione entre corrente de soldadura constante CA ou
alimentação de fio constante CW, ver explicação no capítulo 6.1 e 6.2.
4.1 Parâmetros para soldadura por arco eléctrico em atmosfera inerte
Parâmetros Variação dos parâme
tros
Em passos de Valor depois de
reinicializar
Tensão de arco* 14 - 50 V 0,1 V (1V) 30 V
Corrente de soldadura* (CA) 0 - 3200 A 1 A 400 A
Velocidade de alimentação do fio* (CW) 0 - 2500 cm/min 1 cm/min 300 cm/min
Velocidade de deslocação* 0 - 200 cm/min 1 cm/min 50 cm/min
Direcção de soldadura Y - J - J
Parâmetros de início
Fluxo prévio de gás 0 - 99,0 s 0,1 s 2,0 s
Tipo de início Directo ou Raspagem - Directo
Início de fluência de fio Velocidade automática ou
definida
- Auto
Velocidade de início de fluência de fio 0 - 1000 cm/min 1 cm/min 20 cm/min
Fases de início OFF ou ON - OFF
Tensão em circuito aberto OFF ou ON - OFF
Tensão em circuito aberto máx. 5 - 60 V 0,1 V 50 V
Parâmetros de fim
Fluxo posterior do gás 0 - 99,0 s 0,1 s 2,0 s
Enchimento de crateras OFF ou ON - OFF
Tempo de enchimento de crateras 0 - 10 s 0,01 s 1 s
Tempo de ”burnback” 0 - 10 s 0,01 s 1 s
Fases de fim OFF ou ON - OFF
Regulação dinâmica Auto ou Valores def - Auto
Limites - - -
Limites de medidas - - -
*)A variação de parâmetros depende do produto utilizado.
PT

© ESAB AB 2009
- 20 -
bi24d1pa
5 GOIVAGEM A ARCO COM JACTO DE AR COMPRIMIDO
O processo está disponível para determinados tipos de máquina.
Menu principal processo
Com goivagem a arco com jacto de ar comprimido (GOUGING), é utilizado um
eléctrodo especial constituído por uma haste de carbono com um revestimento de
cobre.
Forma-se um arco entre a haste de carbono e a peça de trabalho que derrete o
material. É fornecido ar para que o material derretido seja soprado para longe.
Quando o processo GOUGING está seleccionado, pode optar entre dois métodos
de controlo assinalando TIPO DE REGULACAO (REGULATION TYPE) utilizando o
botão de posicionamento e carregando em ENTER. Seleccione entre corrente de
soldadura constante CA ou alimentação de fio constante CW, ver explicação no
capítulo 6.1 e 6.2.
5.1 Parâmetros para goivagem a arco com jacto de ar comprimido
Parâmetros Variação dos parâme
tros
Em passos
de
Valor de
pois de
reinicializar
Tensão de arco* 14 - 50 V 0,1 V (1V) 30 V
Corrente de soldadura* (CA) 0 - 3200 A 1 A 400 A
Velocidade de alimentação do fio* (CW) 0 - 2500 cm/min 1 cm/min 300 cm/min
Velocidade de deslocação* 0 - 200 cm/min 1 cm/min 40 cm/min
Direcção de soldadura Y - J - J
Parâmetros de início
Fluxo prévio de ar 0 - 99,0 s 0,1 s 0 s
Tipo de início Directo ou Raspagem - Directo
Início de fluência de fio Velocidade automática ou
definida
- Auto
Velocidade de início de fluência de fio 0 - 1000 cm/min 1 cm/min 20 cm/min
Fases de início OFF ou ON - OFF
Tensão em circuito aberto OFF ou ON - OFF
Tensão em circuito aberto máx. 5 - 60 V 0,1 V 50 V
Parâmetros de fim
Fluxo posterior do ar 0 - 99,0 s 0,1 s 0 s
Enchimento de crateras OFF ou ON - OFF
Tempo de enchimento de crateras 0 - 10 s 0,01 s 1 s
Tempo de ”burnback” 0 - 10 s 0,01 s 1 s
Fases de fim OFF ou ON - OFF
Regulação dinâmica Auto ou Valores def - Auto
Limites - - -
Limites de medidas - - -
*)A variação de parâmetros depende do produto utilizado.
PT
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70






































































ESAB PEK A2 Manual do usuário
- Tipo
- Manual do usuário
- Este manual também é adequado para
Artigos relacionados
-
ESAB A2, A6 PEK Control Panel Manual do usuário
-
-
-
ESAB U82 Aristo Manual do usuário
-
-
ESAB EAC 10 Manual do usuário
-
ESAB U82 Manual do usuário
-
-
-
ESAB U8 Aristo Manual do usuário