
PT
Valid for serial no. 644401 PT 2007--02--050449 018
LAF 1600M DC
Manual de instruções

2
DECLARAÇÃO DE CONFORMIDADE
ESAB AB, W e lding Equipment, S--695 81 Laxå, Suécia, garante sob responsabilidade de própria que
a fonte de corrente para soldadura LAF 1600M a partir do número de série 606 está em conformida-
de com a norma EN 60974--1 segundo os requisitos da directiva (73/23/CEE) com o suplemento
(93/68/CEE) e com a norma EN 60974--10 segundo os requisitos da directiva (89/336/CEE) com o
suplemento (93/68/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
Kent Eimbrodt
Global Director
ESAB AB, Welding Equipment
SE--695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411721
L
axå 2006--04--19

-- 3 --
TOCp
Reservamo--nos o di reito de alterar as especificações sem aviso prévio.
1 SEGURANÇA 4......................................................
2 INTRODUÇÃO 6.....................................................
2.1 Generalidades 6............................................................
2.2 Dados técnicos 7............................................................
3 INSTALAÇÃO 8......................................................
3.1 Geral 8....................................................................
3.2 Desembalagem e colocação 8................................................
3.3 Ligações 8.................................................................
3.4 Circuito integrado 9..........................................................
4 OPERAÇÃO 10.......................................................
4.1 Geral 10....................................................................
4.2 Órgão de comando 10........................................................
4.3 Accionamento 10.............................................................
5 MANUTENÇÃO 11....................................................
5.1 Generalidades 11............................................................
5.2 Limpeza 11..................................................................
6 ENCOMENDA DE PEÇAS SOBRESSALENTES 11.......................
ESQUEMA 13...........................................................
LISTA DE COMPONENTES 14............................................
INSTRUÇÕES DE LIGAÇÃO 15...........................................
LISTA DE PEÇAS SOBRESSALENTES 17..................................

-- 4 --
Safp
1 SEGURANÇA
São os utilizadores de equipamento de soldadura ESAB a quem em última análise cabe a res-
ponsabilidade de assegurar que qualquer pessoa que trabalhe no equipamento ou próximo do
mesmo observe todas as medidas de precaução de segurança pertinentes. As medidas de pre-
caução de segurança devem satisfazer os requisitos que se aplicam a este tipo de equipamento
de soldadura. Além dos regulamentos normais aplicáveis ao local de trabalho, devem observar--
se as seguintes recomendações.
Todo o trabalho deve ser executado por pessoal especializado, bem familiarizado com o funcio-
namento do equipamento de soldadura. O funcionamento incorrecto do equipamento pode resul-
tar em situações perigosas que podem dar origem a ferimentos no operador e danos no equipa-
mento.
1. Qualquer pessoa que utilize o equipamento de soldadura deve estar familiarizado com:
S a operação do mesmo
S o local das paragens de emergência
S o seu funcionamento
S as medidas de precaução de segurança pertinentes
S o processo de soldadura
2. O operador deve certificar--se de que:
S nenhuma pessoa não autorizada se encontra dentro da área de funcionamento do equi-
pamento quando este é posto a trabalhar.
S ninguém está desprotegido quando se forma o arco
3. O local de trabalho tem de:
S ser adequado à finalidade em questão
S não estar sujeito a correntes de ar
4. Equipamento de segurança pessoal
S Use sempre o equipamento pessoal de segurança recomendado como, por exemplo,
óculos de segurança, vestuário à prova de chama, luvas de segurança.
S Não use artigos soltos como, por exemplo, lenços ou cachecóis, pulseiras, anéis, etc.,
que poderiam ficar presos ou provocar queimaduras.
5. Medidas gerais de precaução
S Certifique--se de que o cabo de retorno está bem ligado.
S O trabalho em equipamento de alta tensão só será executado por um electricista qua-
lificado.
S O equipamento de extinção de incêndios apropriado tem de estar claramente identificado
e em local próximo.
S Alubrificaçãoeamanutenção não podem ser executadas no equipamento durante o
seu funcionamento.
PT

-- 5 --
Safp
LEIA E COMPREENDA O MANUAL DE INSTRUÇÕES ANTES DE INSTALAR OU UTILIZAR A UNIDADE.
A SOLDADURA POR ARCO ELÉCTRICO E O CORTE PODEM SER PERIGOSOS PARA SI E PARA
AS OUTRAS PESSOAS. TENHA TODO O CUIDADO QUANDO SOLDAR. PEÇA AS PRÁTICAS DE
SEGURANÇA DO SEU EMPREGADOR QUE SE DEVEM BASEAR NOS DADOS DE PERIGO FORNE-
CIDOS PELOS FABRICANTES.
CHOQUE ELÉCTRICO -- Pode matar
S Instale e ligue à terra a unidade de soldadura de acordo com as normas aplicáveis.
S Não toque em peças eléctricas ou em eléctrodos com carga com a pele desprotegida, com luvas
molhadas ou roupas molhadas.
S Isole --se a si próprio, e à peça de trabalho, da terra.
S Certifique--se de que a sua posição de trabalho é segura.
FUMOS E GASES -- Podem ser perigosos para a saúde
S Mantenha a cabeça afastada dos fumos.
S Utilize ventilação e extracção no arco, ou ambos, para manter os fumos e os gases longe da sua
zona de respiração e da área em geral.
RAIOS DO ARCO -- Podem ferir os olhos e queimar a pele
S Proteja os olhos e o corpo. Utilize as protecções para soldadura e lentes de filtro correctas e use
vestuário de protecção.
S Proteja as pessoas em volta através de protecções ou cortinas adequadas.
PERIGO DE INCÊNDIO
S As faíscas (fagulhas) podem provocar incêndios. Por isso, certifique --se de que não existem mate-
riais inflamáveis por perto.
RUÍDO -- O ruído excessivo pode provocar danos na audição
S Proteja os ouvidos. Utilize protectores auriculares ou outro tipo de protecção auricular.
S Previna as outras pessoas contra o risco.
AVARIAS -- Peça a assistência de um perito caso surja uma avaria.
PROTEJA--SE A SI E AOS OUTROS!
AVISO
AVISO
Este pr oduto é concebido para u so industrial. Utilizado num ambiente doméstico,
pode causar interfer ências no rádio. É da total r esponsabilidade do utilizador,
tomar as devidas precauções.
AVISO!
Leia e compreenda o manual de instruções
antes de instalar ou utilizar a unidade.
Não elimine equipamento eléctrico juntamente com o lixo normal!
De acordo com a Directiva Europeia 2002/96/CE relativa a resíduos de
equipamentos eléctricos e electrónicos e respectiva implementação de acordo com
a lei nacional, o equipamento eléctrico que atingiu o fim da sua vida útil deve ser
recolhido separadamente e entregue em instalações de reciclagem ambientalmente
compatíveis. Na qualidade de proprietário do equipamento, deve obter informações
sobre sistemas de recolha aprovados junto do seu representante local.
Ao aplicar esta Directiva Europeia estará a melhorar o ambienteeasaúde humana!
PT

-- 6 --
fja3d1pa
2 INTRODUÇÃO
2.1 Generalidades
LAF 1600M é uma fonte de corrente trifásica telecomandada, destinada a
soldaduras mecânicas de alta produção de arco a gás--metal (MIG/MAG) ou a pó
(UP). Ela deve ser sempre usada juntamente com a caixa de comando da ESAB
A2--A6 Process Controller (PEH).
A fonte de corrente de soldadura L AF é arrefecida com ventoínha e monitorizada
por um termo--monitor contra sobrecargas. Quando o termo--monitor dispara,
acende--se automaticamente a luz amarela do painel frontal. A reposição é feita
automaticamente quando a temperatura baixa a um nível aceitável.
A fonte de corrente de soldaduraeacaixadecomandos estão interligadas com um
bus de fio duplo que possibilita um comando de precisão.
A fonte de corrente de soldadura pode ser regulada a partir do mostrador frontal da
caixa de comando, onde o utilizador pode r egular todos os parâmetr os.
O processo da fonte de corrente de soldadura é completamente monitorizado pela
caixa de comando, com o auxílio da qual também se podem regular as
características de arranque e de paragem . Os parâmetros de corrente r egulados
podem ser monitorizados durante a soldadura.
Para informações detalhadas sobre as possibilidades de ajuste e forma de operação
da fonte de corrente de soldadura queira consultar o manual para o
A2--A6 Process Controller.
PT
-- 7 --
fja3d1pa
2.2 Dados técnicos
LAF 1600M
Tensão 220/230/400/415/500 V, 3μ50 Hz
230/400/440/550 V, 3μ60 Hz
Carga permitida a:
100 % intermitência 1600 A /44 V
Âmbito de regulação
UP 40 A/ 22 V -- 1600 A/ 46 V
Tensão em vazio 54 V
Potência marcha em vazio 220 W
Grau de rendimento 0,86
Factor de potência 0,87
Peso 585 kg
DimensõesLxBxH 774 x 598 x 1430
Classe de revestimento IP 23
Classe de utilização
Classe de blindagem
O código IP indica a classe do revestimento, isto é, o grau de protecção contra a penetração de ob-
jectos sólidos ou de água. O equipamento marcado IP 23 foi concebido para ser utilizado no interior
enoexterior.
Classe de aplicação
O símbolo indica que a fonte de alimentação foi concebida para ser utilizada em áreas com gran-
des perigos eléctricos.
PT

-- 8 --
fja3i1pa
3INSTALAÇÃO
3.1 Geral
A in stalação deve ser efectuada p o r um profissional.
3.2 Desembalagem e colocação
AVISO -- PERIGO DE INCLINAÇÃO!
Prenda o equipamento -- especialmente se o piso for irregular ou inclinado.
S Coloque a fonte de corrente de soldadura sobre uma base plana.
S Tome medidas para que o arrefecimento não seja impedido.
Instruções de levan tamento
3.3 Ligações
S No acto da entrega a fonte de corrente de
soldadura está preparada para 400 V. Para outra
corrente de alimentação, faça os ajustes no
transformador principal e de comando conforme
as instruções da página 15.
S Escolha um cabo condutor de secção correcta e
ligue--o ao fusível correcto conforme as normas
locais vigentes (ver tabela na página 9).
S Ligue o cabo ao parafuso marcado .
S Aperteoalíviodocabo(1).
S Ligue o cabo da corrente aos plintos principais
L1, L2 e L3.
S Ligue os cabos de comando entre a fonte de
corrente de soldadura LAF e a caixa de
comando com a ficha de 2 8 pólos (2) no interior
da fonte de corrente de soldadura.
S Lique o de 1 pino cabo do medidor (4).
S Ligue um cabo adequado para soldadura e retorno nas fichas (3) marcadas com
+ e -- na fronte da fonte de corrente de soldadura.
PT

-- 9 --
fja3i1pa
Ligação à corrente
LAF 1600M 50 Hz 60 Hz
Tensão (V) 230 400 / 415 500 230 400 / 440 550
Corrente (A) :
100% 235 136 108 235 136 108
Área de secção do
condutor mm
2
3x120+70 3x70+35 3x50+35 3x120+70 3x70+ 35 3x70+ 35
Fusível retard (A) 200 160 125 200 160 125
3.4 Circuito integrado
Interruptor DIP
O circuito integrado (AP1) está equipado com dois interruptores DIP (SW1 e SW2)
cuja pré--definição no acto da entrega não pode ser alterada e m operação.
Quando houver fornecimento de peças as definições dos interruptores DIP têm de
ser verificadas (e eventualmente ajustadas) antes de se montar o circuito integrado
na fonte de corrente de soldadura.
S Interruptor DIP SW1
Para que a comunicação çpara o
A2--A6 Process Controller (PEH) funcione,
tem de ser feito o ajuste do interruptor
DIP 1 (SW1).
S Interruptor DIP SW2
Para que o A2--A6 Process Controller (PEH)
possa reconhecer a capacidade da fonte de
corrente que foi conectada, deve--se efectuar
uma regulação no comutador 2 DIP (SW2).
Ajuste do interruptor DIP SW1
S Ponha o pólo 6 em posição ”OFF” e todos
os outros comutadores em posição ”ON”.
Ajuste do interruptor DIP SW2
S Ponhaopólo 1e2emposição“OFF”e
todos os outros em posição“ON”.
Programa de fonte de corrente de soldadura
O programa da fonte de corrente de soldadura
está guardado na cápsula de memória IC 6.
Ela stà situada num supolrteeésubstiuível.
PT
-- 1 0 --
fja3o1pa
4 OPERAÇÃO
4.1 Geral
Os regulamentos gerais d e segurança para o manuseamento do eq u ip amento
encontram- se n a página 4. Leia- os com atenção antes de começar a utilizar o
equipamento!
NOTA! Nunca use a fonte de corrente de soldadura sem as chapas laterais.
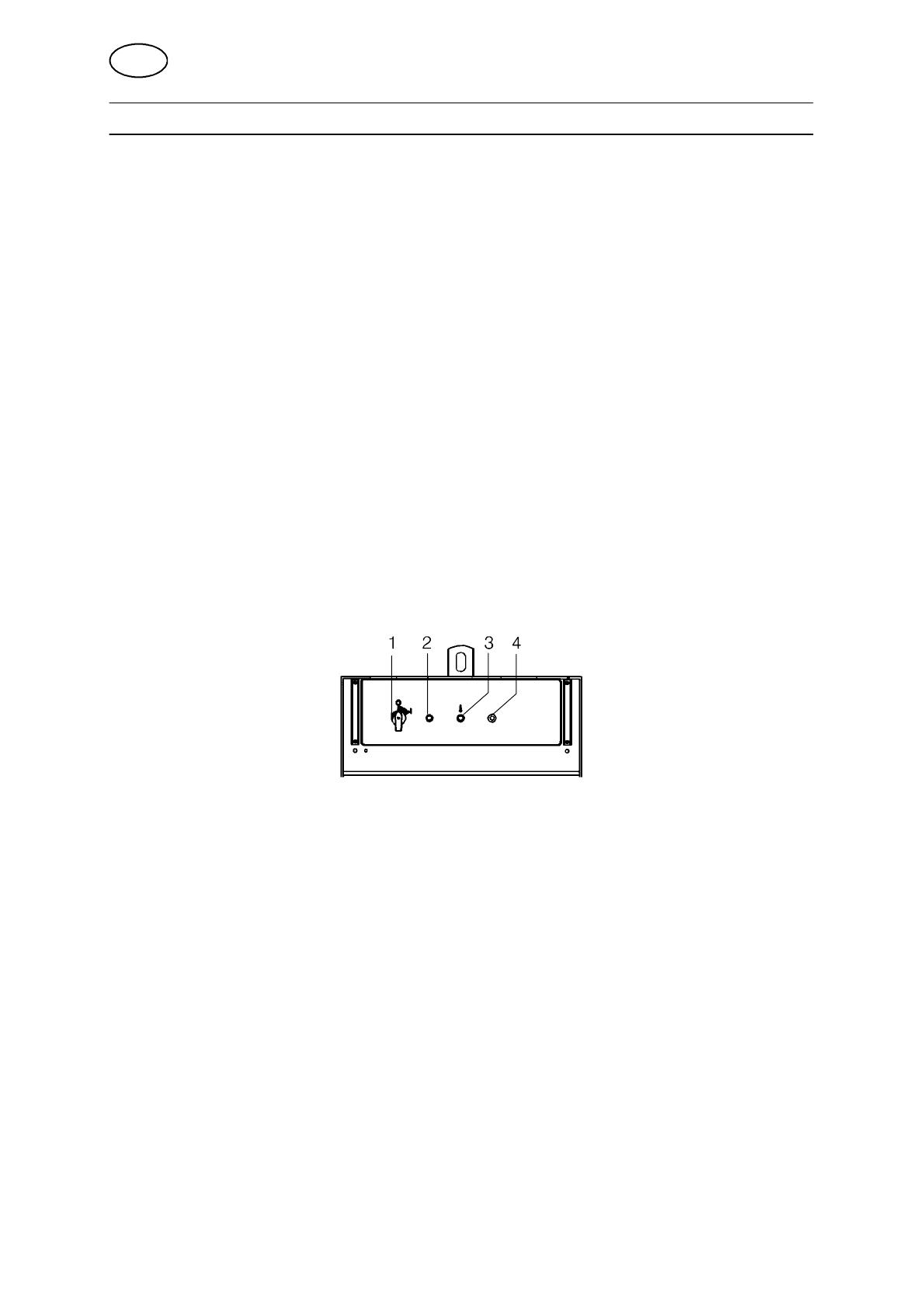
4.2 Órgão de comando
O painel frontal contém:
1. Interruptor principal que fecha a tensão de alimentação da fonte de corrente de
soldadura.
2. Lâmpada indicadora ( branca) que acende quando o interruptor principal é
ligado.
3. Lâmpada indicadora (amarela) que acende quando o monitor térmico dispara
devido a sobreaquecimento do transformador. A lâmpada indicadora apaga--se
quando a temperatura descer a um nível aceitável.
4. Botão para reposição do fusível automático F U2 para 42 V de tensão de
alimentação
4.3 Accionamento
S Limpe a fonte de corrente de soldadura em caso de necessidade.
S Ponha o interruptor principal (1) em posição ”I”.
A lâmpada indicadora branca (2) acende--seeoventilador arranca.
S Defina os parâmetros de soldadura e accione o aparelho de soldar com o auxílio
da caixa de comando (ver instruções para a caixa de comando
A2--A6 Process Controller 0443 745 xxx).
PT

-- 11 --
fja3m1pa
5 MANUTENÇÃO
5.1 Geral
NOTA:
Todos os compromissos de garantia dados pelo fornecedor deixam de existir se o
cliente tentar rectificar quaisquer avarias na máquina durante o período de garantia.
5.2 Limpeza
S Limpe a fonte de corrente de soldadura em caso de necessidade.
É conveniente fazer a limpeza com ar comprimido seco.
ATENÇÃO!
Entradas ou saídas de ar impedidas ou entupidas causam sobreaquecimento.
Nota:
Para assegurar a operação do interruptor, mantenha as peças magnéticas limpas.
Se for necessário limpar o interruptor, ele tem de ser desmontado, e cada peça tem
de ser limpa. Ou então, substitua o interruptor.
ATENÇÃO!
Nunca use ar comprimido para limpar um interruptor sem o desmontar
completamente.
6 ENCOMENDA DE PEÇAS SOBRESSALENTES
Os LAF 1600M DC foram construídas e testados conforme os padrões europeus e in-
ternacionais IEC/EN 60974--1 e IEC/EN 60974--10.
Depois de efectuado o serviço ou reparação é obrigação da entidade
reparadora assegurar--se de que o produto não difere do standard referido.
As peças sobressalentes são encomendadas através do representante mais próxi-
mo da ESAB, ver verso. Quando encomendar peças sobressalentes, indique o tipo
e o número da m áquina bem como a designação e o número da peça sobressalen -
te, como indicado na lista de peças sobressalentes que se encontra na página 17.
Isto irá simplificar o envio e a ssegurar que recebe a peça correcta.
PT

-- 1 2 --
sida

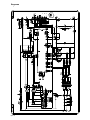
Esquema
-- 1 3 --
fja3e11a

Lista de componentes
-- 1 4 --
fja3e11b
C = Component designation in the circuit diagram
C
Denomination Remarks
V2 Silicon diode
C4 Capacitor 400 V
FU1 Fuse 16 A, 500 V
FU2 Automatic fuse 20 A
KM1 Contactor 42 V, 50 Hz
AP1 Circuit board
M1 Fan
QF Main switch (black)
HL1 Indicating lamp (white)
HL2 Indicating lamp (yellow)
V1 Thyristor 1500 A/ 500 V
TC1 Control transformer 42 V, 900VA
AP2 Circuit board, insulation
AP3 Circuit board, EMC filter
TC2 T ransformer

Instruções de lig ação
-- 1 5 --
fja3c12a
LAF 1600M

-- 1 6 --
sida

Lista de p eças so b ressalentes
-- 1 7 --
sparefram
Edition 2006--06--26
Ordering no. Denomination Notes
0456 324 881 Welding power source LAF 1600M
Abbreviations used in the spare parts list:
C = Component designation in the circuit diagram

-- 1 8 --
f456324s
Item
no.
Qty. Ordering no. Denomination Remarks C
0456 324 881 Welding power source LAF 1600M
1 1 0551 203 082 Shunt 2000 A RS1
2 0191 085 105 Capacitor 400 V C4
3 1 0490 600 606 Silicon diode V4
4 1 0320 445 883 Inductor L1
5 1 0320 444 883 Inductor coil
8 1 0460 004 880 Fan complete M1
8:1 1 0459 983 880 Fan
9 3 0321 452 880 Thyristor bridge
10 0041 051 606 Contact protection
11 1 0321 427 001 Thyristor 1500 A/ 500 V V1
12 2 0567 200 610 Fuse 16 A, 500 V FU1
13 1 0320 746 002 Main switch (black) QF
14 1 0192 576 004 Indicating lamp (white) HL1
15 1 0192 576 303 Indicating lamp (yellow) HL2
16 1 0193 586 104 Automatic fuse 20 A FU2
18 2 0156 388 001 Handle
19 1
1
0486 368 880
0486 525 880
Circuit board
Flash memory
AP1
IC6
20 0805 586 131 Contactor KM2
21 1 0442 849 881 Contactor KM1
22 3 0319 828 001 Transformer TC2
23 0460 092 001 Contact transformer 42 V, 900 V A TC1
24 1 0486 224 880 Circuit board, EMC filter AP3
25 2 0158 115 880 Cable inlet
26 1 0469 843 880 Transformer coil
27 1 0469 845 881 Transformer TM1
28 0490 600 626 Silicon diode V2
33 1 0487068880
0368544006
Circuit board, insulation
Sleeve socket
28--pole, Burndy
AP2
XS24
34 1 0191093135 Resistor 680R R4
35 0523300201 Positive terminal
36 0319445001 Thermostat

-- 1 9 --
f456324s

ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.co m
061127
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r .o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB international AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax:+81352968080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 8027 9869
Fax:+60380274754
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.co m
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20




















Artigos relacionados
-
ESAB LAF 1600M Manual do usuário
-
ESAB LAF 1000 ES Manual do usuário
-
ESAB LAF 1250 Manual do usuário
-
-
ESAB LAF 1250M Manual do usuário
-
-
-
-
-