
PT
Valid for program version 1.300458 855 180 PT 051003
Control panel T6
Manual de instruções

-- 2 --
TOCp
Reservamo--nos o di reito de alterar as especificações sem aviso prévio.
1 INTRODUÇÃO 3.....................................................
1.1 Faça isto primeiro 3.........................................................
1.2 Método de trabalho do painel de controlo 4.....................................
1.3 Painel de controlo 4.........................................................
1.4 Símbolos no visor 5.........................................................
2 MENUS 5...........................................................
2.1 O menu principal e o menu de medição 5......................................
2.2 O menu de selecção 6.......................................................
2.3 Estrutura dos menus 7.......................................................
3 SOLDADURA TIG 8..................................................
3.1 Definições 8................................................................
4 SOLDADURA MMA 13.................................................
4.1 Definições 13................................................................
5 FUNÇÕES GERAIS 14.................................................
5.1 Unidade de comando à distância 14............................................
5.2 Definições 14................................................................
6 GESTÃO DA MEMÓRIA 15.............................................
6.1 Memorizar dados de soldadura 15..............................................
6.2 Chamar os dados de soldadura 15.............................................
6.3 Apagar os dados de soldadura 16..............................................
7 CODIGO PIN 17.......................................................
8 CÓDIGOS DE AVARIA 18..............................................
8.1 Lista de códigos de avaria 18..................................................
8.2 Descrições dos códigos de avaria 19...........................................
9 ENCOMENDAR PEÇAS SOBRESSELENTES 21.........................
ESQUEMA 22...........................................................
NÚMEROS DE REFERÊNCIA 23..........................................

-- 3 --
bi05intp1
1 INTRODUÇÃO
Este manual descreve o funcionamento do painel de controlo T6.
Para informações gerais sobre o funcionamento, ver as instruções de
funcionamento da fonte de alimentação.
Se este aviso for exibido no visor, isso significa que a fonte de alimentação não
suporta esta função.
Contacte um técnico de assistência ESAB autorizado para obter um software
actualizado.
1.1 Faça isto primeiro
Este menu principal surge no visor a primeira vez que ligar a unidade de
alimentação.
Quando são entregues, o visor e o painel de controlo do aparelho estão em inglês.
Existem 14 idiomas memorizados no painel de controlo: para mudar para o idioma
pretendido proceda do seguinte modo.
S Prima
para ver o primeiro menu de selecção.
S Prima para ver o m enu de configuração.
S Prima (ou seja, o botão mole do lado direito por baixo do símbolo )
até o idioma certo ser apresentado no visor.
PT
-- 4 --
bi05intp1
1.2 Método de trabalho do painel de controlo
Pode dizer--se que o painel de controlo é constituído por duas unidades: a memória
primáriaeamemóriadosdados de soldadura.
Memorizar
Memória primária Memória dos dados de solda-
dura
Chamar
Na memória primária, é criado um conjunto completo de definições de dados de
soldadura que podem ser memorizadas na memória dos dados de soldadura.
Quando se está a soldar, é sempre o conteúdo da memória primária que controla o
processo. É portanto igualmente possível chamar as definições dos dados de
soldadura da memória dos dados de soldadura para a memória primária.
Lembre--se que a memória primária contém sempre as definições dos dados de
soldadura efectuadas mais recentemente. Estas podem ser chamadas da memória
dos dados de soldadura ou de definições alteradas individualmente. Por outras
palavras, a memória primária nunca está vazia ou “reinicializada”
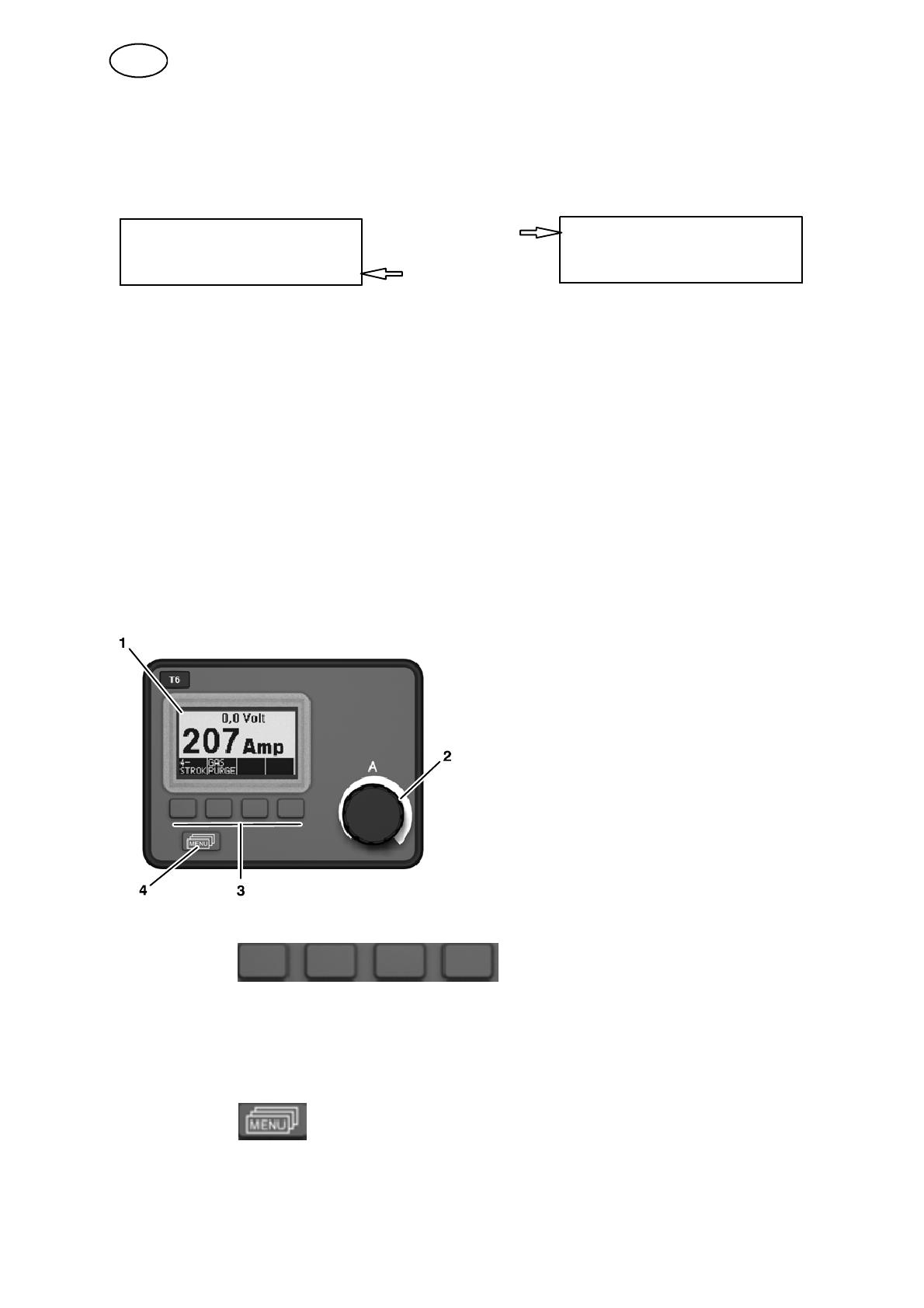
1.3 Painel de controlo
1 Visor
2 Botão para definir a corrente
3 Botões moles (teclas de função)
4 Botão MENU
Botões moles
As funções destes botões (ou seja, o que cada um faz) mudam, consoante o
sub--menu exibido no visor. A função específica para cada botão é apresentada
pelo texto nos quatro blocos ao longo da parte inferior do visor, correspondente aos
botões. (Um ponto branco ao lado do texto indica que o botão está activo.)
“Botão MENU
Este botão permite--lhe aceder ao menu de selecção ( ver item 2.2) se estiver no
menu principal. Se estiver noutro menu, faz com que suba um menu.
PT

-- 5 --
bi05intp1
1.4 Símbolos no visor
Voltar ao menu principal.
Movimentar o cursor para baixo para um parâmetro de definição novo.
Alterar a função na linha seleccionada.
Aumentar o valor. Diminuir o valor.
2MENUS
O painel de contr o lo utiliza vários menus diferentes: o menu principal, o menu de
medição, o m enu de selecção, o menu de processos, o menu de definições, o menu
deconfiguraçãoeomenudememória. Tambéméexibidoumvisordeinicialização
quando se inicia o aparelho, com informação sobre o tipo de painel e a versão do
software utilizada.
2.1 O menu principal e o menu de medição
O menu principal surge sempre imediatamente após a
inicialização do aparelho, exibindo os valores definidos. Se
se encontrar no menu principal quando iniciar a soldadura,
o menu mudará automaticamente para exibir os valores da
medição ( o menu de medição). Os valores da medição
permanecerão no visor m esmo depois de a soldadura ter
parado.
Outros menus poderão ser acedidos sem perder os valores da medição.
Isto só acontece quando o botão está virado ou o método de soldadura é alterado
de forma que em vez dos valores da medição sejam visualizados os valores de
definição.
PT

-- 6 --
bi05intp1
2.2 O menu de selecção
Utilize o menu de selecção para seleccionar o próximo nível
do menu para o qual pretende ir: processos, definições,
configuração ou memória.
Menu de processos
Utilize este menu para
alterar o processo de
soldadura, o método de
iniciar a soldadura etc.
Menu de definições
Utilize este menu para
definir os parâmetros
para a soldadura, como
o fluxo prévio do gás, a
“subida”, corrente
pulsada etc.
Menu de configura-
ção
Utilize este menu para
alterar o idioma, as
unidades de medida
(metros ou polegadas)
etc.
Menu de memória
Utilize este menu para
memorizar, chamar
e/ou apagar várias
definições de dados de
soldadura memoriza-
das. Existem dez
posições de memoriza-
ção de dados.
PT
-- 7 --
bi05menp2
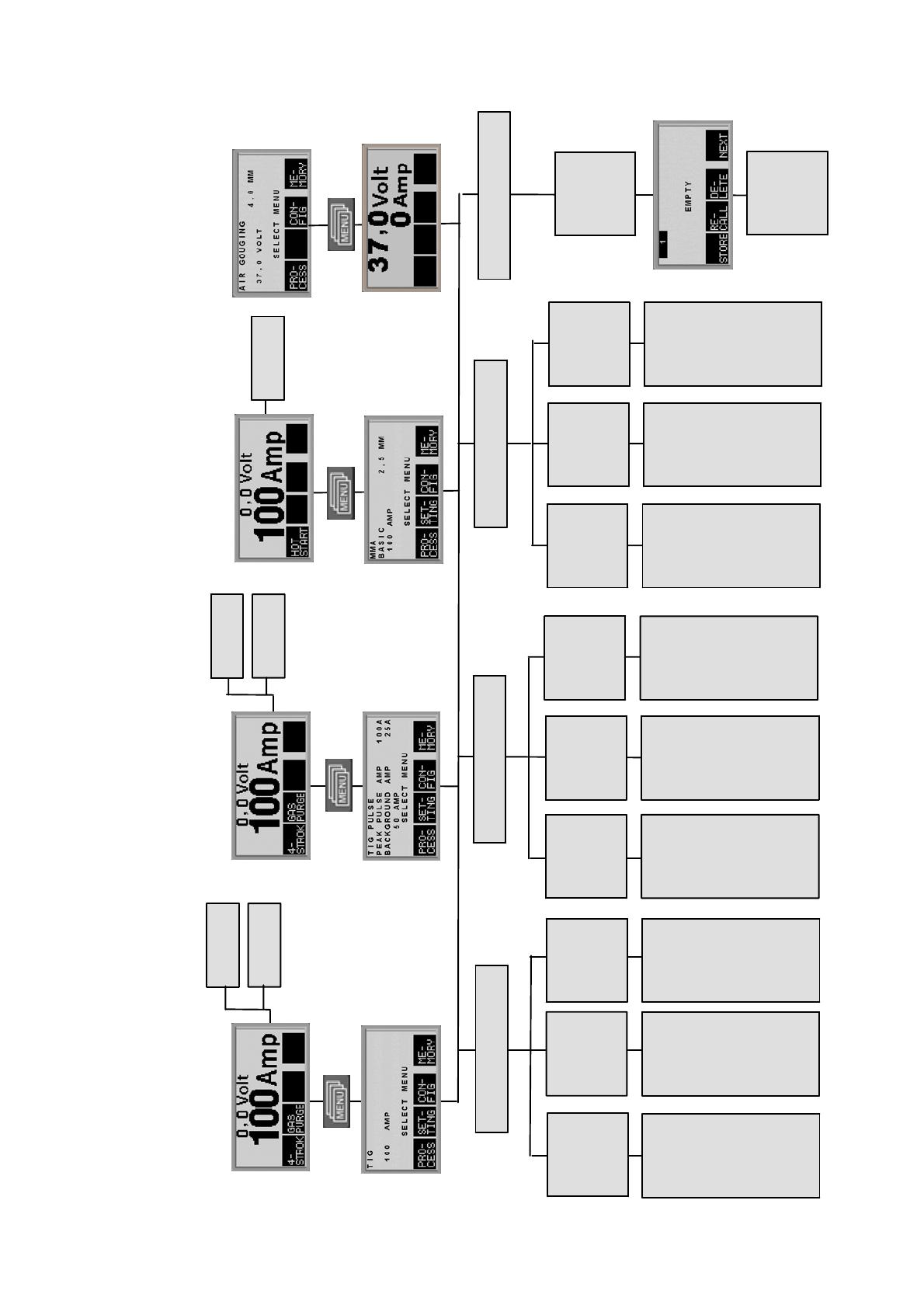
2.3 Estrutura dos menus
TIG
2/4 stroke
TIG Puls
2/4 stroke
MMA Air gouging
Gas purge Gas purge Hot start
Process menu Setting menu Configure menu Memory menu
TIG
TIG Puls
MMA
Air gouging
TIG TIG Puls MMA
TIG
TIG Puls
MMA Air gouging
TIG
TIG Puls
MMA
Air gouging
HF
Liftarc
1) E--type
E--diam
2) E--diam Gas pre fl,
Slope up
Slope down
Gas post fl.
Peak puls A
Peak puls T
Gas pre fl.
Slope up
S.lope down
Gas post fl.
Arc force
Hot start0
3) Language
Dimension
Panel enable
Trigger data
3) Language
Dimension
Panel enable
3) Language
Dimension
Panel enable
Store
Recall
Delete

-- 8 --
bi05tabp3
1) O quadro seguinte apresenta os diâmetros dos eléctrodos que podem ser seleccionados no
menu de processos de soldadura MMA.
Tipo de eléctrodo
Diâmetro do eléctrodo
Básico 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0 7,0
Rutílico 1,6 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0 7,0
Celulósico 2,0 2,5 3,2 4,0 4,5 5,0 5,6 6,0
2) diâmetros dos eléctrodos que podem ser seleccionados no menu de processos Aircair.
4,0 5,0 6,0 7,0 8,0
3) O texto no painel de visualização está disponível nos seguintes idiomas:
Sueco, dinamarquês, norueguês, finlandês, inglês, alemão, holandês, francês, espanhol
(castelhano), italiano, português, polaco, checo, húngaro, turco e inglês dos EUA.
PT

-- 9 --
bi08tigp5
3 SOLDADURA TIG
A soldadura TIG utiliza um eléctrodo de tungsténio que não se derreteeapartirdo
qual o arco é formado e funde a peça de trabalho. O banho de fusão derretido e o
eléctrodo de tungsténio estão protegidos por um gás de protecção.
Os impulsos são utilizados para dar um maior contr olo do banho de fusão e da soli-
dificação. A frequência dos impulsos é suficientemente baixa para permitir que par-
te do banho de fusão comece a solidificar entre cada impulso. Os impulsos têm
quatro parâmetros controláveis: duração dos impulsos, tempo da corrente base,
corrente pulsada e corrente base.
3.1 Definições
Soldadura TIG sem impulso s
Definições Gama de definição Em passos de Adjusta de fábrica
2/4 tempos
1)
2 tempos ou 4 tempos -- 2 tempos
HF/Arco de levanta-
mento
HF ou Arco de levanta-
mento
-- HF
Purgadegás
1)
-- --
Fluxopréviodegás 0--5s 0,1 s 0,5 s
Tempo de “Subida” 0--5s 0,1 s 0,0 s
Tempode”Descida” 0--10s 0,1 s 2,0 s
Fluxo posterior de gás 0--25s 0,1 s 5,0 s
Corrente
2)
4 --500 A 1A 100 A
Dados gat sw DESARMAR,
ARCONor
ARC OFF
-- DESARMAR
Uni dades MÉTRICAS ou
POLEGADA
-- MÉTRICAS
PaInel activ OFF ou ON -- ON
Memória auto
3)
OFF ou ON -- OFF
Int limites
3)
OFF ou ON -- OFF
Fecho acces
3)
OFF ou ON -- OFF
1)
Estas funções não podem ser alteradas enquanto a soldadura estiver em curso.
2)
A corrente máxima depende do tipo de máquina a ser utilizada.
3)
Contacte um técnico de assistência autorizado da ESAB para activar esta função.
PT

-- 1 0 --
bi08tigp5
Soldadura TIG com impulsos
Definições Gama de definição Em passos de Adjusta de fábrica
2/4 tempos
1)
2 tempos ou 4 tempos -- 2 tempos
HF/Arco de levanta-
mento
HF ou Arco de levanta-
mento
-- HF
Purgadegás
1)
-- --
Fluxopréviodegás 0--5s 0,1 s 0,5 s
Tempo de “Subida” 0--5s 0,1 s 0,0 s
Tempode”Descida” 0--10s 0,1 s 2,0 s
Fluxo posterior de gás 0--25s 0,1 s 5,0 s
Duração dos impulsos 0,001 -- 0,1 s
0,1 -- 5 s
0,001 s
0,1 s
0,100 s
Duração base 0,001 – 0,1 s
0,1 -- 1 s
0,001 s
0,1 s
0,200 s
Corrente pulsada
2)
4 --500 A 1A 100 A
Corrente base
2)
4 --500 A 1A 25 A
Dados gat sw DESARMAR,
ARCONor
ARC OFF
-- DESARMAR
Uni dades MÉTRICAS ou
POLEGADA
-- MÉTRICAS
PaInel activ OFF ou ON -- ON
Memória auto
3)
OFF ou ON -- OFF
Int limites
3)
OFF ou ON -- OFF
Fecho acces
3)
OFF ou ON -- OFF
1)
Estas funções não podem ser alteradas enquanto a soldadura estiver em curso.
2)
A corrente máxima depende do tipo de máquina a ser utilizada.
3)
Contacte um técnico de assistência autorizado da ESAB para activar esta função.
2 tempos
Fluxopréviode
gás
Subida Descida Fluxo post-
erior de gás
Funcionamentoa2temposdobotãodointerruptordatochadesoldar.
No modo de controlo a 2 tempos, premindo o botão do interruptor da tocha de
soldar inicia--se o fluxo prévio de gás (se for utilizado) e forma o arco (1). A cor rente
sobe para o valor definido (controlado pela função de “subida”, se estiver em
funcionamento). Quando se solta o botão do interruptor (2), diminui--se a corrente
(ou a “descida” é iniciada se estiver em funcionamento) e extingue--se o arco.
Segue--se o fluxo posterior de gás se estiver em funcionamento.
-- Activação de 2 tempos efectuada no menu principal.
PT

-- 1 1 --
bi08tigp5
4 tempos
Fluxopréviode
gás
Subida Descida Fluxo post-
erior de gás
Funcionamentoa4temposdobotãodointerruptordatochadesoldar.
No modo de controlo a 4 tempos, quando se prime o botão do interruptor inicia --se
o fluxo prévio de gás (se for utilizado) (1). No final do tempo do fluxo prévio de gás,
a corrente sobe até ao nível piloto (alguns amperes) e o arco é formado. Quando se
solta o botão do interruptor (2), a corrente sobe para o valor definido (com a
“subida”, se estiver a ser utilizada). No final da soldadura, o soldador volta a premir
o botão do interruptor (3), o que reduz a corrente para o nível piloto outra vez (com
a “descida”, se estiver a ser utilizada). Soltando novamente o botão do interruptor
(4) extingue--se o arco e inicia--se o fluxo posterior do gás ( se for utilizado).
-- Activação de 4 tempos efectuada no menu principal.
HF
A função HF forma o arco através de uma faísca produzida quando o eléctrodo de
tungsténio se aproxima a uma certa distância da peça de trabalho.
-- Activação de HF efectuada no menu de processos.
Arco de levantamento
A função de “Arco de levantamento” forma o arco quando o eléctrodo entra em
contacto com a peça de trabalho e em seguida levanta--se.
Formar o arco com a função de “Arco de levantamento”. O passo 1 ilustra o eléctrodo em contacto
com a peça de trabalho. O botão é então premido (Passo 2) e passa uma corrente baixa. O arco
forma--se quando o soldador levanta a tocha da peça de trabalho (Passo 3), o que faz com que a
corrente suba automaticamente para o valor definido.
-- Activação do “Arco de levantamento” efectuada no menu de processos.
PT

-- 1 2 --
bi08tigp5
Purgadegás
Utilize a função de purga de gás para medir o fluxo de gás ou para purgar o ar/ou
humidade existente nas mangueiras de gás antes de começar a soldar. A purga
continua enquanto o botão do interruptor se mantiver premido e evita que a corrente
passe e que a a limentação do fio comece.
-- Purga de gás efectuada no menu principal.
Fluxo prévio de gás
A definição do fluxo prévio de gás controla o tempo durante o qual o gás de
protecção flui antes de formar o arco.
-- Definição do tempo do fluxo prévio de gás efectuada no menu de definições.
Subida
“Subida” significa que a corrente inicial do arco TIG é baixa e sobe lentamente para
o valor definido. Tal proporciona um aquecimento m enos severo do eléctrodo de
tungsténio e dá ao soldador tempo de posicionar o eléctrodo e o arco, antes de
começar a corrente de soldadura completa.
-- A definição do tempo de “ subida” é efectuada no menu de definições.
Descida
A função de “descida” na soldadura TIG é utilizada para a evitar a forma ção de
fissuração de crateras no final da soldadura. Reduz lentamente a corrente durante
um período de tempo ajustável.
-- A definição do tempo de “descida” é efectuada no menu de definições.
Fluxo posterior de gás
O fluxo posterior de gás controla o tempo durante o qual o gás de protecção
continua a fluir depois do arco ser extinto.
-- Definição do tempo do fluxo posterior de gás efectuada no menu de definições.
Duração d os impulsos
Período de tempo durante o qual a corrente pulsada está ligada durante um ciclo de
impulsos.
-- Definição do tempo de duração dos impulsos efectuada no menu de definições.
Tempo base
É o período de tempo durante o qual a corrente base passa. Adicionando ao tempo
de duração dos impulsos, dá o tempo total do ciclo de impulsos.
-- Definição do tempo base efectuada no menu de definições.
Corrente base
É o valor da corr ente inferior às duas correntes utilizadas na soldadura de corrente
pulsada.
-- Definição da corrente base efectuada no menu de definições.
PT

-- 1 3 --
bi08tigp5
Corrente pulsada
É o valor da corrente superior às duas correntes utilizadas na soldadura de corrente
pulsada.
Independentemente do menu visualizado, o valor de definição para a corrente
pulsada pode sempre ser alterado. O valor é apresentado no menu principal, no
menu de selecção ou no menu de definições.
Corrente
Tempo base
Amp dos impulsos
Amp base Tempo dos impulsos
Tempo
Soldadura TIG com impulsos
Corrente
Uma corrente mais elevada produz uma penetração mais larga e m ais profunda na
peça de trabalho.
Independentemente do menu visualizado, o valor de definição para a corrente pode
sempre ser alterado. O valor é visualizado no menu principal ou no menu de
selecção.
Alteração do s d ad o s de disp aro
Utilizando esta função, é possível tro car para diversas alternativas de dados de
soldadura predefinidos fazendo duplo clique no interruptor de disparo da tocha de
soldar.
A troca tem lugar entre as posições de memória 1, 2e3(vernocapítulo7“gestão
da memória”). Se não houver dados na posição de memória 2, a troca realiza--se
em vez disso entre as posições 1 e 3 .
ARC ON -- A troca entre as posições de memória pode ter lugar antes, depois ou
durante a soldadura.
ARC OFF -- A troca entre as posições de memória apenas pode ter lugar antes ou
depois da soldadura.
-- A activação da troca dos dados de disparo é efectuada no menu de configuração.
PT

-- 1 4 --
bi08mmap6
4 SOLDADURA MMA
A soldadura MMA é a soldadura utilizando eléctrodos revestidos. A form a ção do ar co
derreteoeléctrodoeorevestimentoeesteformaumaescóriadeprotecção.
4.1 Definições
Definições Gama de definição Em passos de Adjusta de fábrica
Início quente
1)
Ligado (ON) ou desligado
(OFF)
-- OFF
Tempo de início quente 1--30 1 10
Forçadoarco 0--10 0,5 3
Corrente
2)
16 -- 500 A 1A 164 A
Uni dades MÉTRICAS ou
POLEGADA
-- MÉTRICAS
PaInel activ OFF ou ON -- ON
Memória auto
3)
OFF ou ON -- OFF
Int limites
3)
OFF ou ON -- OFF
Fecho acces
3)
OFF ou ON -- OFF
1)
Esta função não pode ser alterada enquanto a soldadura estiver em curso.
2)
A corrente máxima depende do tipo de máquina a ser utilizada.
3)
Contacte um técnico de assistência autorizado da ESAB para activar esta função.
A linha de sinergia no fornecimento de fio rutílico 4,0 mm.
Início qu e nte
A função de início quente aumenta a corrente de soldadura durante um tempo
ajustável no início da soldadura. Tal reduz o r isco de defeitos de fusão deficiente no
início da soldadura.
Definição do tempo de início quente efectuada no menu de definições.
Força do arco
A função de força do arco controla a forma como a corrente se altera quando o
comprimento do arco se altera. Um valor mais baixo produz um arco mais suave com
menos salpicos.
Definição da força do arco efectuada no menu de definições.
Corrente
Uma corrente mais elevada produz uma penetração mais larga e m ais profunda na
peça de trabalho.
Independentemente do menu visualizado, o valor de definição para a corrente pode
sempre ser alterado. O valor é visualizado no menu principal ou no menu de
selecção.
PT

-- 1 5 --
bi08gougingp
5AIRCAIR
A aircair implica a utilização de um eléctrodo especial que consiste numa barra de
carbono com um revestimento de cobre. Forma--se um arco entre a barra de
carbono e a peça de trabalho, é fornecido ar para afastar o material fundido e
forma--se uma costura.
5.1 Definições
Definições Intervalo entre os
valores
Em passos de Definição por defeito
Diâmetro do fio 4,0–8,0mm 1mm 4,0 mm
Tensão 8--60V 0,25 V (visualizada
com um decimal)
37,0 V
Diâmetro do fio
Um diâmetro de fio maior produz uma penetração mais ampla e m ais profunda na
peça de trabalho.
Tensão
Uma tensão mais elevada produz uma penetração mais ampla e m ais profunda na
peça de trabalho
PT

-- 1 6 --
bi08genp7
6 FUNÇÕES GERAIS
6.1 Unidade de comando à distância
As máquinas Aristo com painéis d e controlo integrais devem possuir uma versão
1.21 ou superior do programa para que o comando à distância funcione
correctamente.
Comportamento do painel de con t rolo q u an do da ligação de co mando à
distância
S O visor congela no menu mostrando se de comando à distância está ligado.
Os valores de medição e de definição são actualizados, mas só são
apresentados nos menus nos quais os valores possam ser visualizados.
S Se for visualizado um símbolo de código de avaria, este não pode ser retirado
até que de comando à distância seja desligado.
S Com unidades de comando à distância de 10 programas, é possível trocar entre
as posições de memória 1, 2, 3, 4, 5, 6, 7, 8, 9 e 10. Se a posição de memória 2
estiver vazia, os valores da posição 1 são retidos. Para mais informações, ver
capítulo 7 “gestão da memória”.
6.2 Definições
Activação do painel
Quando uma unidade de comando à distância está ligada, é possível regular a
correnteouatensãoeavelocidade de alimentação do fio através do painel de
controlo ou da unidade de comando à distância.
Nota: e sta função deve ser activada antes da unidade do comando à distância ser
ligada.
-- A activação do painel é efectuada no menu configuração.
Guardar auto maticamente
Se uma definição de dados de soldadura for chamada da memória de dados de
soldadura e se as definições forem ajustadas, as definições alteradas serão
automaticamente guardadas quando uma definição de dados de soldadura nova for
chamada da memória.
Contacte um técnico de assistência autorizado da ESAB para activar esta função.
-- A activação de “guardar automaticamente” é efectuada no menu configuração.
Limites
Através desta função é possível definir valores máximos e mínimos para a
alimentação do fio/corrente ou tensão. Os limites podem ser guardados nas 5
primeiras posições da memória dos dados de soldadura.
Contacte um técnico de assistência autorizado da ESAB para activar esta função.
-- A activação de “limites” é efectuada no menu configuração.
Código de bloqueio
Através desta função é possível bloquear o menu definições, depois de o fazer
apenas poderá seleccionar o menu principal e o menu de medições, ver capítulo 8
”Código de bloqueio”.
Contacte um técnico de assistência autorizado da ESAB para activar esta função.
-- A activação do código de bloqueio é efectuada no menu configuração.
PT

-- 1 7 --
bi05mfp8
7 GESTÃO DA MEMÓRIA
Diversos dados de soldadura criados na memória primária podem ser m emorizados
no menu de memória. Podem ser memorizadas no máximo 10 definições diferentes
de dados de soldadura.
7.1 Memorizar dados de soldadura
S Faça uma definição de dados de soldadura na memória primária.
S Prima para aceder ao “menu de selecção” e depois em para
aceder às definições relevantes.
Verifique se as definições dos dados de soldadura estão correctas.
S Prima para aceder ao menu de memória.
S Prima até chegar à posição da memória na qual pretende memorizar a
definição dos dados de soldadura, por exemplo, a posição 2.
S Prima
; na posição de memória 2 é agora memorizada uma definição de
dados de soldadura. As outras posições de memória estão vazias.
7.2 Chamar os dados de soldadura
S Prima para aceder ao menu de selecção e depois em para
aceder às definições relevantes.
PT

-- 1 8 --
bi05mfp8
S Prima para aceder ao menu de memória.
S Escolha qual a posição de memória que quer chamar, por exemplo, a posição 2.
Prima até chegar à posição 2.
S Prima para chamar a posição de memória 2. Aparece a pergunta seguinte:
S Prima “SIM” se quiser chamar os dados de soldadura da posição de memória 2
e alterar as definições que se encontram actualmente na memória primária. (Se
mudar de ideias, prima “NÃO”)
Este ícone no menu principal mostra qual a
posição de memória que é chamada.
7.3 Apagar os dados de soldadura
S Prima para aceder ao menu de selecção e depois em para
aceder às definições relevantes.
S Prima para aceder ao menu de memória.
S Escolha qual a posição de memória que quer apagar, por exemplo, a posição 2.
Prima
até chegar à posição 2.
S Prima
para apagar a posição de memória 2. Aparece a pergunta seguinte:
PT

-- 1 9 --
bi05mfp8
S Prima “SIM” se quiser apagar os dados de soldadura da posição de memória 2
(se mudar de ideias, prima “NÃO”). A posição de memória 2 está agora vazia.
8 CODIGO PIN
Contacte um técnico de assistência autorizado da ESAB para activar o código de
bloqueio.
S Prima para aceder ao menu do código de bloqueio.
S Prima até o primeiro dígito do código PIN ser seleccionado.
S Prima , para armazenar o primeiro dígito do código. Repita o
procedimento para os restantes dígitos.
S Prima
para desbloquear o painel de controlo.
PT

-- 2 0 --
bi05mfp8
9 CÓDIGOS DE AVARIA
Os códigos de avar ia são utilizados para indicar a ocor rência de uma avaria no
equipamento. São apresentados no visor, sob a forma de um símbolo, como se
segue:
Os códigos de avaria são actualizados de três em três segundos. O
valor superior no símbolo é o número do código de avaria em questão:
ver Item 9.1. O valor inferior indica onde é que se encontra a avaria:
0 = o painel de controlo
2 = a unidade de alimentação
4 = o comando à distância.
O símbolo ilustrado acima mostra que o painel de controlo (0) perdeu o contacto com a
unidade de alimentação.
Se tiverem sido detectadas várias avarias, só será visualizado o código da última avaria
que ocorreu.
Prima qualquer tecla de função para limpar o símbolo do visor.
Os símbolos podem ser constantes ou estar a piscar, dependendo do tipo de avaria.
Os símbolos a piscar estão realçados com “o” na lista dos códigos de avaria.
9.1 Lista de códigos de avaria
Códi-
go de
avaria
Descrição Painel de
controlo
Unidade de
alimentação
Comando à
distância
1 EPROM x x x
2 RAM x x
3 RAM externa de leitura/escrita x
4 Fonte de alimentação de 5V x
5 Fonte de alimentação de tensão intermé-
dia elevada
x
6 Temperatura elevada x
8 Fonte de alimentação da rede 1* x x x
9 Fonte de alimentação da rede 2* x x
10 Fonte de alimentação da rede 3* x
12 Erro de comunicação (aviso) x x x
14 Erro de comunicação (“bus“ desligado) x
15 Mensagens perdidas x x x
18 Contacto perdido com a unidade de ali-
mentação
x
19 Valores de definições incorrectos na RAM
externa
x
20 Erro de atribuição na memória x x
22 T ransbordamento da memória tampão do
transmissor
x
23 T ransbordamento da memória tampão do
receptor
x
26 “Watchdog“ x
PT
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28




























ESAB TA6 Aristo Manual do usuário
- Tipo
- Manual do usuário
- Este manual também é adequado para
em outras línguas
- español: ESAB TA6 Aristo Manual de usuario
Artigos relacionados
-
ESAB U6 Aristo Manual do usuário
-
-
ESAB TA6 Aristo®, T6 Manual do usuário
-
ESAB TA4 Aristo Manual do usuário
-
-
ESAB U82 Aristo Manual do usuário
-
ESAB Aristo®Pendant U8 Manual do usuário
-
-
-