
IT
Valid for serial no. 620--xxx--xxxx0459 262 201 060523
Tig 150i
Tig 200i
Origot TA33
Istruzioni per l’uso

-- 2 --
TOCi
Ci riserviamo il diritto di variare le specifiche senza preavviso.
1 DIRETTIVA 3........................................................
2 SICUREZZA 3.......................................................
3 INTRODUZIONE 5...................................................
3.1 Apparecchiatura 5...........................................................
4 DATI TECNICI 5......................................................
5 INSTALLAZIONE 6...................................................
5.1 Collocazione 6..............................................................
5.2 Targhetta identificativa 6.....................................................
5.3 Alimentazione elettrica di rete 7...............................................
6 FUNZIONAMENTO 8.................................................
6.1 Collegamenti e dispositivi di controllo 8.........................................
6.2 Pannello di controllo T A33 9..................................................
6.3 Protezione contro il surriscaldamento 9........................................
7 SALDATURA 10......................................................
7.1 Saldatura TIG 10.............................................................
7.2 Saldatura MMA 12...........................................................
8 MANUTENZIONE 12...................................................
9 INDIVIDUAZIONE GUASTI 13..........................................
9.1 Codici di guasto 13...........................................................
10 ORDINAZIONE DEI PEZZI DI RICAMBIO 13.............................
SCHEMA 14.............................................................
SCHEMA 16.............................................................
NO.DICODICE 18.......................................................
ACCESSORI 19..........................................................

-- 3 --
bt26d2i
1 DIRETTIVA
DICHIARAZIONE DI CONFORMITA
ESAB AB, Welding Equipment, SE--695 81 Laxå, Svezia, dichiara sotto la propria responsabilità che il
generatore per saldatura Tig 150i / T ig 200i con numero di serie a partire da 620 è confrome alla nor-
ma IEC/EN 60974--1 /--3, come previsto dalla direttiva (73/23/CEE) e successive integrazioni
(93/68/CEE) ed alla norma IEC/EN 60974--10 come previsto dalla direttiva (89/336/CEE) e successi-
ve integrazioni (93/68/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Kent Eimbrodt
Global Director Equipment and Automation
ESAB AB
695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924
Laxå 2006--05--22
2 SICUREZZA
L’utilizzatore di un impianto per saldatura ESAB è responsabile delle misure di sicurezza per il per-
sonale che opera con il sistema o nelle vicinanze dello stesso. Le misure di sicurezza devono sod-
disfare le norme previste per questo tipo di impianto per saldatura. Queste indicazioni sono da con-
siderarsi un complemento alle norme di sicurezza vigenti sul posto di lavoro.
Il sistema di saldatura automatica deve essere manovrato secondo quanto indicato nelle istruzioni
e solo da personale adeguatamente addestrato. Una manovra erronea, causata da un intervento
sbagliato, oppure l’attivazione di una sequenza di funzioni non desiderata, può provocare anomalie
che possono causare danni all’operatore o all’impianto.
1. T utto il personale che opera con saldatrici automatiche deve conoscere:
S l’uso e il funzionamento dell’apparecchiatura
S la posizione dell’arresto di emergenza
S il suo funzionamento
S le vigenti disposizioni di sicurezza
S l’attività di saldatura
2. L’operatore deve accertarsi:
S che nessun estraneo si trovi all’interno dell’area di lavoro dell’impianto per saldatura prima
che questo venga messo in funzione
S che nessuno si trovi esposto al momento di far scoccare l’arco luminoso
3. La stazione di lavoro deve essere:
S adeguata alla funzione
S senza correnti d’aria
4. Abbigliamento protettivo
S Usare sempre l’abbigliamento di sicurezza previsto, per es. occhiali di protezione, abiti non
infiammabili, guanti protettivi.
S Non usare abiti troppo ampi o accessori quali cinture, bracciali o anelli che possano impi-
gliarsi o provocare ustioni.
5. Alltro
S Controllare che i previsti cavi di ritorno siano correttamente collegati.
S Ogni intervento sui componenti elettrici deve essere effettuato solo da personale specia-
lizzato.
S Le attrezzature antincendio devono essere facilmente accessibili in luogo adeguatamente
segnalato.
IT

-- 4 --
bt26d2i
ATTENZIONE
LEGGERE ATTENTAMENTE LE ISTRUZIONI PRIMA DELL’INSTALLAZIONE E DELL’USO.
I LAVORI EFFETTUATI CON LA SALDATURA AD ARCO E LA FIAMMA OSSIDRICA SONO PERI-
COLOSI. PROCEDERE CON CAUTELA. SEGUIRE LE DISPOSIZIONI DI SICUREZZA BASATE SUI
CONSIGLI DEL FABBRICANTE.
CHOCK ELETTRICO -- Può essere mortale
S Installare e mettere a terra l’elettrosaldatrice secondo le norme.
S Non toccare particolari sotto carico o gli elettrodi a mani nude o con attrezzatura di protezione
bagnata.
S Isolarsi dalla terra e dal pezzo in lavorazione.
S Assicurarsi che la posizione di lavoro assunta sia sicura.
FUMO E GAS -- Possono essere dannosi
S Tenere il volto lontano dai fumi di saldatura.
S Ventilare l’ambiente e allontanare i fumi dall’ambiente di lavoro.
IL RAGGIO LUMINOSO -- Puo causare ustioni e danni agli occhi
S Proteggere gli occhi e il corpo. Usare un elmo protettivo per saldatura adeguato e abiti di prote-
zione.
S Proteggere l’ambiente circostante con paraventi o schermature adeguate.
PERICOLO D’INCENDIO
S Le scintille della saldatrice possono causare incendi. Allontanare tutti gli oggetti infiammabili dal
luogo di saldatura.
RUMORE -- Un rumore eccessivo può comportare lesioni dell’udito
S Proteggere l’udito. Utilizzare cuffie acustiche oppure altre protezioni specifiche.
S Informare colleghi e visitatori di questo rischio.
IN CASO DI GUASTO -- Contattare il personale specializzato.
PROTEGGETE VOI STESSI E GLI ALTRI!
ESAB è in grado di fornire tutte le protezioni e gli accessori necessari per la
saldatura.
ATTENZIONE!
Leggere attentamente le istruzioni prima dell’installazione e
dell’uso.
Non utilizzare l’alimentazione elettrica per scongelare i tubi congelati.
ATTENZIONE!
Questo prodotto può essere utilizzato esclusivamente per saldatura ad arco.
Non smaltire le apparecchiature elettriche insieme ai normali rifiuti!
In osservanza della direttiva europea 2002/96/CE sui rifiuti di apparecchiature elettriche
ed elettroniche e relativa implementazione secondo la legislazione nazionale, le
apparecchiature elettriche che giungono a fine vita operativa devono essere raccolte
separatamente ed inviate ad apposita struttura di riciclaggio per uno smaltimento
compatibile con l’ambiente. In quanto proprietari dell’apparecchiatura, occorre informarsi
relativamente ai sistemi di raccolta approvati presso il nostro rappresentante locale.
Applicando questa direttiva europea si migliora l’ambiente e la salute umana!
IT

-- 5 --
bt26d2i
3 INTRODUZIONE
L’ Tig 150i/Tig 200i è un generatore di corr ente di saldatura che prevede l’utilizzo di
elettrodi rivestiti (saldatura MMA).
3.1 Apparecchiatura
L’ Tig 150i/Tig 200i è fornito con manuale di istruzioni e cavo di alimentazione di 3 metri.
Per ulteriori dettagli sugli accessori ESAB del prodotto, consultare la pagina
19.
4DATITECNICI
Tig 150i Tig 200i
Tensione di rete 230V, 1∼ 50/60 Hz 230V, 1∼ 50/60 Hz
Fusibile (ad azione ritardata) 16 A 20 A
Corrente primaria I
max
36 A 36 A
Corrente primaria I
eff.
21 A 21 A
Intervallo tensione/corrente
(TIG)
(MMA)
3 A / 10 V --150 A / 16 V
4 A / 20 V --150 A / 26 V
3 A / 10 V -- 200 A / 18 V
4 A / 20 V -- 150 A / 27 V
Massimo carico ammesso con TIG
25% di tempo caldo di saldatura
35% di tempo caldo di saldatura
60% di tempo caldo di saldatura
100% di tempo caldo di saldatura
150 A / 16 V
120 A / 15 V
95 A / 14 V
200 A / 18 V
180 A / 17 V
140 A / 15,5 V
110A/14,5V
Massimo carico ammesso con MMA
25% di tempo caldo di saldatura
35% di tempo caldo di saldatura
60% di tempo caldo di saldatura
100% di tempo caldo di saldatura
150 A / 26 V
140 A / 25,5 V
110A/24,5V
90 A / 23,5 V
150 A / 26 V
140 A / 25,5 V
110A/24,5V
90 A / 23,5 V
Fattore di potenza alla corrente massima 0,62 0,62
Efficienza alla corrente massima 77 % 79 %
Tensione a circuito aperto 71 -- 78 V 71 -- 78 V
Temperatura di esercizio -- 1 0 ˚C--+40˚C -- 1 0 ˚C--+40˚C
Pressione sonora costante ponderata
in A
<70 db <70 db
Dimensioni, l x p x h 380 x 180 x 300 mm 380 x 180 x 300 mm
Peso 9kg 9kg
Classe di protezione IP 23C IP 23C
Classe di applicazione
Fattore di intermittenza
Il fattore d’intermittenza è una percentuale calcolata su un intervallo di 10 minuti, durante il quale è
possibile saldare con un carico specifico.
Classe di protezione
Il codice IP corrisponde alla classe di protezione, cioè il grado di protezione contro l’infiltrazione di
particelle metalliche e acqua. Un impianto contrassegnato IP 23 è designato sia per uso interno che
per uso esterno.
Classe d’uso
Il simbolo significa che il generatore di corrente è costruito per uso in ambienti con alto rischio
elettrico.
IT

-- 6 --
bt26d2i
4.1 Impostazione parametri
Regolazioni Intervallo di
regolazione
Nelle fasi: Valore di default
Metodo di saldatura TIG o MMA -- TIG
2/4 tempi a2oa4tempi -- 2 tempi
HF / LiftArct HF o LiftArct -- HF
Tempo di riduzione progressiva
della corrente
0-- 10 s 0.1 s 1.0 s
Postflussaggio del gas 0-- 25 s 0.1 s 2.0 s
Corrente TIG T ig 150i 3 --150 A 1A 100 A
Corrente TIG T ig 200i 3 --150 A 1A 100 A
Corrente MMA T ig 150i 3 --150 A 1A 60 A
Corrente MMA T ig 200i 4 --150 A 2A 100 A
5 INSTALLAZIONE
La connessione a rete deve essere eseguita d a personale adeguatamente ad-
destrato.
ATTENZIONE!
Questo prodotto può essere utilizzato esclusivamente per scopi industriali. In ambienti domestici
questo prodotto può provocare interferenze radio. É responsabilità dell’utente adottare precauzioni
adeguate.
Nota!
Collegare il generatore alla rete elettrica con un’impedenza di rete di 0.210 ohm o inferiore. Se
l’impedenza di rete è superiore, vi è il rischio di sfarfallio degli illuminatori.
5.1 Collocazione
Posizionare il generatore in modo che gli ingressi e le uscite dell’aria di
raffreddamento non siano ostruiti.
5.2 Targhetta identificativa
La targhetta identificativa si trova sul pannello posteriore o sulla parte inferiore del gene-
ratore.
IT

-- 7 --
bt26d2i
5.3 Alimentazione elettrica di rete
Controllare che il gruppo sia collegato alla tensione di rete corretta e che sia protetto
da fusibili di dimensioni adeguate. Rispettare quanto specificato dalla normativa
nazionale per la sezione dei cavi di alimentazione. Effettuare un collegamento di
messa a terra, in conformità alle norme vigenti.
5.3.1 Dimensioni consigliate dei fusibili e sezion e minima dei cavi
Tig 150i Tig 200i
Tensione di rete 230 V ¦10 %, monofase 230 V ¦10 %, monofase
Frequenza a rete 50--60 Hz 50--60 Hz
Fusibile (ad azione ritardata),
85 A 35% di tempo caldo di saldatura
120 A 20% di tempo caldo di saldatura
150 A 25% di tempo caldo di saldatura
10 A
16 A
20 A*)
10 A
16 A
20 A
Sezione dei cavi di alimentazione 3x2.5mm
2
3x2,5 mm
2
Sezione dei cavi di saldatura MMA 16 mm
2
16 mm
2
Sezione dei cavi di saldatura TIG 16 mm
2
25 mm
2
*) ATTENZIONE! La spina di alimentazione è approvata per una corrente massima di 16 A.
Versione australiana: La spina installata è approvata per una corrente max. di 15A.
Versione per l’America del Nord: La spina installata è approvata per una corrente max. di 18 A.
Attenzione!
La sezione dei cavi e la capacità nominale dei fusibili sopra indicate sono conformi alle norme
svedesi. Impiegare il generatore in conformità alla normativa in vigore nel paese di utilizzo.
IT

-- 8 --
bt26d2i
6 FUNZIONAMENTO
Le norme generali di sicurezza per utilizzare questo impianto sono descritte a
pagina 3, leggerle attent amente prima dell’uso dell’impianto.
6.1 Collegamenti e dispositivi di controllo
Controllare che il gruppo sia collegato alla tensione di rete corretta e che sia protetto
da fusibili di dimensioni adeguate.
1 Interruttore generale 6 Torcia di saldatura TIG con nipplo del gas (--)
2 Connettore (collegamento della bombola
del gas)
7 Collegamento per il cavo di ritorno MMA (--)
3 Cavo di alimentazione 8 Connettore MMA (+) del cavo della corrente di saldatura
Collegamento per il cavo di ritorno TIG (+)
4 Connettore torcia TIG 9 Pannello di controllo (vedere 6.2)
5 Connettore del gas per la torcia TIG
7 e 8 sono utilizzati collegare il cavo della corrente di saldatura e il cavo di ritorno
durante la saldatura MMA
IT

E
-- 9 --
bt26d2i
6.2 Pannello di controllo TA33
Quando si attiva l’interruttore generale la sorgente di alimentazione verifica i LED e
tutti i segmenti del display. Vengono inoltre visualizzati il tipo di macchina e la
versione del programma.
A LED tensione di rete (verde) B Display
C LED di surriscaldamento (giallo) D Pomello di impostazione dati.
Premere i tasti funzione
per selezionare Incremento (+) o
Decremento (--).
6.2.1 Simboli sul pannello (E--G)
TIG TIG HF 2tempi
MMA LiftArct 4tempi
G.
Riduzione progressiva F. Postflussaggio del gas
della corrente
6.3 Protezione contro il surriscaldamento
Il generatore è dotato di una termocoppia di sovraccarico che si attiva se la
temperatura interna diventa eccessiva, interrompendo la corrente di saldatura e
attivando la spia di segnalazione gialla sul lato anteriore del gruppo. Si ripristina
automaticamente quando la temperatura scende.
IT

-- 1 0 --
bt26d2i
7 SALDATURA
7.1 Saldatura TIG
Durante la saldatura TIG, il cavo di ritorno deve essere collegato a (+) e la torcia T IG
a (--). L’elettrodo di tungsteno si fonde se i collegamenti vengono invertiti.
7.1.1 2tempi
Preflussaggio del
gas
Tempo
di au-
mento
pro-
gressi-
vo della
corren-
te
Tempo di ri-
duzione pro-
gressiva della
corrente
Postflussaggio
del gas
Funzioniincasodiutilizzodelcomandoa2tempidellatorciadisaldatura.
Nel modo di comando a 2tempi, premendo il grilletto della pistola saldatrice si attiva
il preflussaggio del gas (se utilizzato) e si innesca l’arco (1). La corrente aumenta
fino al valore impostato (sotto il controllo della funzione di aumento p rogressivo della
corrente, se attiva). Rilasciando il grilletto (2 ) si riduce la corr ente (o si attiva la
riduzione progressiva della cor rente, se in uso) e si estingue l’arco. Se utilizzato, si
attiva il gas di postflussaggio.
7.1.2 4tempi
Preflussaggio del
gas
Tempo
di au-
mento
pro-
gressi-
vo della
corren-
te
Tempo di ridu-
zione progres-
siva della cor-
rente
Postflussaggio
del gas
Funzioniincasodiutilizzodelcomandoa4tempidellatorciadisaldatura.
Nel modo di comando a4tempi, premendo il grilletto si attiva il preflussaggio del gas
(se utilizzato) (1). Una volta concluso il preflussaggio del gas, la corrente sale fino al
livello di tolleranza (alcuni ampere), e l’arco viene innescato. Rilasciando il grilletto (2) si
aumenta la corrente fino al valore impostato (con il tempo di aumento progressivo della
corrente, se utilizzato). Al termine del processo di saldatura, premere ancora il grilletto
(3), per ridurre nuovamente la corrente al lilvello di tolleranza (con il tempo di riduzione
progressiva della corrente, se utilizzato). Rilasciando nuovamente il grilletto (4), si
estingue l’arco e si avvia il postflussaggio del gas.
IT

-- 1 1 --
bt26d2i
7.1.3 HF
La funzione HF innesca l’arco tramite una scarica elettrica generata dall’elettrodo di
tungsteno, che viene avvicinato al pezzo da saldare.
7.1.4 LiftArct
La funzione Lift Arc innesca l’arco quando l’elettrodo viene portato a contatto con il
pezzo da saldare, dopodiché viene allontanato.
Formazione dell’arco con la funzione Lift Arc. Fase 1: l’elettrodo viene portato a contatto con il pezzo
da saldare. Fase 2: viene premuto il grilletto e si attiva un flusso di corrente bassa. Fase 3:
l’operatore solleva la pistola saldatrice dal pezzo da saldare: l’arco si innesca causando l’aumento
automatico della corrente fino al valore impostato.
7.1.5 Postflussag g io del gas
Il postflussaggio del gas controlla il tempo di flusso del gas di protezione dopo
l’estinzione dell’arco.
7.1.6
Riduzione progressiva della corrente
Il metodo di saldatura TIG utilizza questa funzione, che consente una graduale
riduzione della corrente su un intervallo di tempo controllato, per evitare i crateri e/o
la criccatura al termine del processo di saldatura.
Corrente
Una corrente superiore produce un bagno di fusione più ampio, con un miglior grado
di penetrazione nel pezzo da saldare.
Indipendetemente dal tipo di menu visualizzato, è possibile modificare il valore di
regolazione della corrente. Questo valore viene visualizzato soltanto nel menu
principale.
IT

cmha2p11
cmha2p10
-- 1 2 --
bt26d2i
7.2 Saldatura MMA
L’ Tig 150i/Tig 200i fornisce corrente continua per la saldatura della maggior parte
dei metalli, acciao legato e non legato, acciaio inossidabile e ghisa.
L’ Tig 150i consente la saldatura impiegando la maggior parte di elettrodi rivestiti da
∅ 1.6 a ∅ 3.25.
L’ Tig 200i consente la saldatura impiegando la maggior parte di elettrodi rivestiti da
∅ 1.6 a ∅ 3.25.
Con MMA si può alludere anche al metodo di saldatura con elettrodi rivestiti. Innescando
l’arco si provoca la fusione dell’elettrodo, il cui rivestimento forma una scoria p rotettiva.
Se dur ante l’innesco dell’arco, la punta dell’elettrodo viene premuta contro al m e tal-
lo, questa si fonde immediatamente e si deposita sul metallo, rendendo così impos -
sibile la saldatura continua.
Per questo motivo, l’arco deve essere innescato nello stesso modo in cui si accende
un fiammifero.
Scoccare velocemente l’elettrodo contro al metallo e quindi sol -
levarlo per dare all’arco una lunghezza appropriata (circa 2
mm). Un arco troppo lungo crepiterà e scoppietterà fino a spe-
gnersi completamente.
Durante la saldatura su banco, prima di innescare l’arco con-
trollare che non vi sian o residui metallici, residui di elettrodo o
altri corpi estranei che possano isolare la parte da saldare.
Dopo aver innsecato l’arco, muovere l’elettrodo da sinistra ver-
so destra. L’elettrodo deve avere un’inclinazione di 60˚ rispetto
al metallo in relazione alla direzione di saldatura.
Tuttavia, è necessario effettuare movimenti laterali durante la
saldatura di gocce di fusione o se la saldatura deve essere così
spessa da richiedere diversi strati.
8 MANUTENZIONE
Per garantire un funzionamento corretto e sicuro, eseguire sempre una
manutenzione regolare.
Nota!
Tutte le garanzie del fornitore sono da considerarsi nulle nel caso in cui l’acquirente
tenti di intervenire sul prodotto durante il periodo di garanzia al fine di correggere
eventuali difetti.
L’Tig 150i/Tig 200i richiede interventi di manutenzione limitati. Di norma è sufficiente
pulirlo con un getto di aria compressa una volta all’anno. Effettuare la pulizia ad in -
tervalli più brevi se l’ambiente di lavoro è polveroso o sporco.
IT

-- 1 3 --
bt26d2i
9 INDIVIDUAZIONE GUASTI
Eseguire i seguenti controlli prima di r ivolgersi a un tecnico specializzato addetto alla
manutenzione.
Tipo di guasto Azione
Nessun arco S Controllare che l’interruttore dell’alimentazione elettrica di
rete si trovi su ON.
S Controllare che l’alimentazione della corrente di saldatura e i
cavi di ritorno siano collegati correttamente.
S Controllare che il valore di corrente sia impostato
correttamente.
Le termocoppie di sovraccarico
si attivano frequentemente.
S Controllare che le termocoppie non si siano attivate (la spia
gialla deve accendersi sul pannello anteriore).
S Controllare i fusibili dell’alimentazione elettrica di rete.
Le termocoppie di sovraccarico
si attivano frequentemente.
S Assicurarsi che non si stiano superando i valori previsti per il
generatore (ad es. che non ci sia un sovraccarico sul
gruppo).
Saldatura poco efficace. S Controllare che l’alimentazione della corrente di saldatura e i
cavi di ritorno siano collegati correttamente.
S Controllare che il valore di corrente sia impostato
correttamente.
S Controllare che siano in uso gli elettrodi corretti.
9.1 Codici di guasto
L’ Tig 150i/Tig 200i è dotato di sistema di autodiagnosi. In caso di guasto, sul
display viene visualizzato un codice errore.
Se uno dei seguenti codici ( Exx) viene visualizzato dopo aver riavviato il gruppo,
portare il generatore presso un officina autorizzata ESAB per la riparazione.
10 ORDINAZIONE DEI PEZZI DI RICAMBIO
Tig 150i/Tig 200i sono disignate e collaudate secondo le norme internazionali ed euro-
pee IEC/ EN 60974--1, 60974--3 ed EN 60974--10. Dopo l’effettuata assistenza oppure
riparazione è di responsabilità dell’agenzia di servizio di accertarsi che il prodotto non
si differenzi dalle summenzionate vigenti norme.
Le riparazioni e gli interventi a livello elettrico devono essere effettuati solamente da
tecnici autorizzati dalla ESAB.
Utilizzare solo pezzi di ricambio originali ESAB.
Per ordinare i pezzi di ricambio, rivolgersi al più vicino rivenditore ESAB; vedere l’ulti-
ma pagina di questo documento.
IT

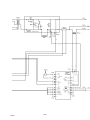
Schema
-- 1 4 --
Tig150i

-- 1 5 --
Tig150i

Schema
-- 1 6 --
Tig200i

-- 1 7 --
Tig200i

Tig 150i, Tig 200i
Edition 060523
No.dicodice
-- 1 8 --
Tig150i/200i
Ordering no. Denomination Type Notes
0459 200 881 Welding power source OrigotTig 150i, TA33 for 230 V
mains voltage
0459 200 887 Welding power source OrigotTig 150I, TA33 for 230 V
mains voltage
Australian version
0459 200 883 Welding power source OrigotTig 200i, TA33 for 230 V
mains voltage
0459 262 990 Spare part list OrigotTig 150i / OrigotTig 200i

Edition 060523
Tig 150i, Tig 200i
Accessori
-- 1 9 --
Access
MMA welding and return cable kit
(”crocodile” type holder) 0349 501 078................
MMA welding and return cable kit
(”screwe” type holder) 0349 501 079.................
Shoulderstrap
0459 368 880....................................
Trolley small gas bottle
0459 366 880....................................
Tig Torch
(BTF 150 OKC25 0458 218 890.....................

ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.co m
060517
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Prague
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Utrecht
Tel: +31 30 2485 377
Fax: +31 30 2485 260
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB international AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB W elding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax:+81352968080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 8027 9869
Fax:+60380274754
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.co m
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20




















ESAB Origo™ Tig 150i Manual do usuário
- Tipo
- Manual do usuário
- Este manual também é adequado para
em outras línguas
- italiano: ESAB Origo™ Tig 150i Manuale utente
Artigos relacionados
-
ESAB Origo™Tig 150 Manual do usuário
-
ESAB Caddy® Arc 150 Manual do usuário
-
-
ESAB Origo™ Tig 150i, Origo™ Tig 200i Manual do usuário
-
ESAB Origo™ Arc 200i Manual do usuário
-
-
ESAB Caddy® Arc 150i A34 Manual do usuário
-
ESAB Caddy® Tig 150i, Caddy® Tig 200i - Caddy®Tig 150, Caddy®Tig 200 Manual do usuário
-
ESAB LTR 160, LTR 200 Manual do usuário
-