ESAB AristoMig C300 Manual do usuário
- Categoria
- Sistema de Soldagem
- Tipo
- Manual do usuário
Este manual também é adequado para

IT
Valid for serial no. 535--xxx--xxxx0459 824 001 IT 051018
AristoMig C300
Istruzioni per l’uso

-- 2 --
TOCi
Ci riserviamo il diritto di variare le specifiche senza preavviso.
1 DIRETTIVA 3........................................................
2 SICUREZZA 3.......................................................
3 INTRODUZIONE 5...................................................
3.1 Apparecchio 5..............................................................
3.2 Pannello di controllo MA6 5...................................................
4 DATI TECNICI 5......................................................
5 INSTALLAZIONE 6...................................................
5.1 Collocazione 7..............................................................
5.2 Alimentazione elettrica di rete 7...............................................
6 FUNZIONAMENTO 7.................................................
6.1 Attacchi e dispositivi di controllo 8.............................................
6.2 Controllo ventilatori 8........................................................
6.3 Protezione dal surriscaldamento 8.............................................
6.4 Saldatura senza gas 9.......................................................
6.5 Pressione di avanzamento del filo 9...........................................
6.6 Sostituzione e inserimento del filo 10............................................
6.7 Sostituzione dei rulli di trascinamento 10........................................
7 MANUTENZIONE 10...................................................
7.1 Controllo e pulizia 11.........................................................
8 INDIVIDUAZIONE DEI GUASTI 12......................................
9 ORDINAZIONE DEI PEZZI DI RICAMBIO 12.............................
SCHEMA 14.............................................................
NO.DICODICE 16.......................................................
PARTI DI USURA 18.....................................................
ACCESSORI 20..........................................................
-- 3 --
bc20d1ia
1 DIRETTIVA
DICHIARAZIONE DI CONFORMITA
ESAB AB, Welding Equipment, SE--695 81 Laxå, Svezia, dichiara sotto la propria responsabilità che il
generatore per saldatura AristoMig C300 con numero di serie a partire da 535 è confrome alla norma
IEC/EN 60974--1 /--5, come previsto dalla direttiva (73/23/CEE) e successive integrazioni (93/68/CEE)
ed alla norma IEC/EN 60974--10 come previsto dalla direttiva (89/336/CEE) e successive integrazioni
(93/68/CEE).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- --------
Denis Sharp
Technical Director
ESAB AB, Welding Equipment
SE--695 81 LAXÅ
SWEDEN Tel: + 46 584 81000 Fax: + 46 584 411924
L
axå 2005--10--17
2 SICUREZZA
L’utilizzatore di un impianto per saldatura ESAB è responsabile delle misure di sicurezza per il per-
sonale che opera con il sistema o nelle vicinanze dello stesso. Le misure di sicurezza devono sod-
disfare le norme previste per questo tipo di impianto per saldatura. Queste indicazioni sono da con-
siderarsi un complemento alle norme di sicurezza vigenti sul posto di lavoro.
Il sistema di saldatura automatica deve essere manovrato secondo quanto indicato nelle istruzioni
e solo da personale adeguatamente addestrato. Una manovra erronea, causata da un intervento
sbagliato, oppure l’attivazione di una sequenza di funzioni non desiderata, può provocare anomalie
che possono causare danni all’operatore o all’impianto.
1. T utto il personale che opera con saldatrici automatiche deve conoscere:
S l’uso e il funzionamento dell’apparecchiatura
S la posizione dell’arresto di emergenza
S il suo funzionamento
S le vigenti disposizioni di sicurezza
S l’attività di saldatura
2. L’operatore deve accertarsi:
S che nessun estraneo si trovi all’interno dell’area di lavoro dell’impianto per saldatura prima
che questo venga messo in funzione
S che nessuno si trovi esposto al momento di far scoccare l’arco luminoso
3. La stazione di lavoro deve essere:
S adeguata alla funzione
S senza correnti d’aria
4. Abbigliamento protettivo
S Usare sempre l’abbigliamento di sicurezza previsto, per es. occhiali di protezione, abiti non
infiammabili, guanti protettivi.
S Non usare abiti troppo ampi o accessori quali cinture, bracciali o anelli che possano impi-
gliarsi o provocare ustioni.
5. Alltro
S Controllare che i previsti cavi di ritorno siano correttamente collegati.
S Ogni intervento sui componenti elettrici deve essere effettuato solo da personale specia-
lizzato.
S Le attrezzature antincendio devono essere facilmente accessibili in luogo adeguatamente
segnalato.
S Non eseguire mai lubrificazioni e interventi di manutenzione sull’impianto per saldatura
quando è in esercizio.
IT

-- 4 --
bc20d1ia
ATTENZIONE!
Leggere attentamente le istruzioni prima dell’installazione e
dell’uso.
ATTENZIONE
LEGGERE ATTENTAMENTE LE ISTRUZIONI PRIMA DELL’INSTALLAZIONE E DELL’USO.
I LAVORI EFFETTUAT I CON LA SALDATURA AD ARCO E LA FIAMMA OSSIDRICA SONO PERI-
COLOSI. PROCEDERE CON CAUTELA. SEGUIRE LE DISPOSIZIONI DI SICUREZZA BASATE SUI
CONSIGLI DEL FABBRICANTE.
CHOCK ELETTRICO -- Può essere mortale
S Installare e mettere a terra l’elettrosaldatrice secondo le norme.
S Non toccare particolari sotto carico o gli elettrodi a mani nude o con attrezzatura di protezione
bagnata.
S Isolarsi dalla terra e dal pezzo in lavorazione.
S Assicurarsi che la posizione di lavoro assunta sia sicura.
FUMO E GAS -- Possono essere dannosi
S Tenere il volto lontano dai fumi di saldatura.
S Ventilare l’ambiente e allontanare i fumi dall’ambiente di lavoro.
IL RAGGIO LUMINOSO -- Puo causare ustioni e danni agli occhi
S Proteggere gli occhi e il corpo. Usare un elmo protettivo per saldatura adeguato e abiti di prote-
zione.
S Proteggere l’ambiente circostante con paraventi o schermature adeguate.
PERICOLO D’INCENDIO
S Le scintille della saldatrice possono causare incendi. Allontanare tutti gli oggetti infiammabili dal
luogo di saldatura.
RUMORE -- Un rumore eccessivo può comportare lesioni dell’udito
S Proteggere l’udito. Utilizzare cuffie acustiche oppure altre protezioni specifiche.
S Informare colleghi e visitatori di questo rischio.
IN CASO DI GUASTO -- Contattare il personale specializzato.
PROTEGGETE VOI STESSI E GLI ALTRI!
ESAB è in grado di fornire tutte le protezion i e gli accessori necessari per la
saldatura.
Non utilizzare l’alimentazione elettrica per scongelare i tubi congelati.
ATTENZIONE!
Questo prodotto può essere utilizzato esclusivamente per saldatura ad arco.
Non smaltire le apparecchiature elettriche insieme ai normali rifiuti!
In osservanza della direttiva europea 2002/96/CE sui rifiuti di apparecchiature elettriche
ed elettroniche e relativa implementazione secondo la legislazione nazionale, le
apparecchiature elettriche che giungono a fine vita operativa devono essere raccolte
separatamente ed inviate ad apposita struttura di riciclaggio per uno smaltimento
compatibile con l’ambiente. In quanto proprietari dell’apparecchiatura, occorre informarsi
relativamente ai sistemi di raccolta approvati presso il nostro rappresentante locale.
Applicando questa direttiva europea si migliora l’ambiente e la salute umana!
IT

-- 5 --
bc20d1ia
3 INTRODUZIONE
AristoMig C300 è un generatore di saldatura destinato alla saldatura MIG/MAG con
filo massiccio di acciaio, acciaio inox, alluminio così come con filo animato con o
senza gas di protezione. È a ltresì possibile saldare con elettrodi rivestiti ( saldatura
MMA).
Per ulteriori dettagli sugli accessori ESAB del prodotto, consultare la pagina
20.
3.1 Apparecchio
Il generatore AristoMig C300 viene fornito completo di:
Manuale di istruzioni del generatore di saldatura, manuale di istruzioni del pannello
di controllo, decalcomanie contenenti raccomandazioni riguardanti i componenti
soggetti ad usura e cavo di ritorno da 5 metri.
3.2 Pannello di controllo MA6
Manopole per la regolazione della tensione e della velocità di
avanzamento del filo / corrente di saldatura. Altri parametri sono
regolati da tasti e simboli visualizzati sul display.
Per una descrizione dettagliata del pannello di controllo, consultare il manuale di
istruzioni corrispondente.
4 DATI TECNICI
AristoMig C300
Tensione di rete 400 V, ±10%, 3∼ 50/60 Hz
Corrente primaria
I
max
MIG/MAG
I
max
MMA
20 A
23 A
Potenza in assenza di carico in modalità
risparmio energetico, 6,5 min. dopo la saldatura
30 W
Intervallo di regolazione
MIG/MAG
MMA
8-- 48 V / 16--300 A
16--300 A
Carico ammissibile con MIG/MAG
tempo caldo di saldatura 35%
tempo caldo di saldatura 60%
tempo caldo di saldatura 100%
300 A / 29 V
240 A / 26 V
200 A / 24 V
Carico ammissibile con MMA
tempo caldo di saldatura 35%
tempo caldo di saldatura 60%
tempo caldo di saldatura 100%
300 A / 32 V
230 A / 29,2 V
190 A / 27,6 V
Fattore di potenza alla corrente massima
MIG/MAG
MMA
0.70
0.73
IT

-- 6 --
bc20d1ia
AristoMig C300
Efficienza alla corrente massima
MIG/MAG
MMA
84 %
83 %
Tensione a circuito aperto
MIG/MAG
MMA
70 -- 80 V
57 -- 67 V
Temperatura di esercizio da --10 a +40˚C
Pressione sonora costante ponderata in A <70dB
Dimensioni l x p x h 652 x 412 x 423 mm
Peso 38 kg
Classe di isolamento trasformatore H
Classe di protezione IP 23C
Classe di applicazione
Attacco della pistola EURO
Diametro max. della bobina del filo 300 mm
Dimensioni del filo
Fe
Ss
Al
Filo animato
0,6–1,2mm
0,6–1,2mm
1,0–1,2mm
0,8–1,2mm
Gas di protezione
pressione max.
Tutti i tipi sono indicati per la saldatura MIG/MAG
5 bar
Corrente motore I
max
3,5 A
Fattore di intermittenza
Il fattore d’intermittenza è una percentuale calcolata su un intervallo di 10 minuti, durante il quale è
possibile saldare con un carico specifico.
Classe di protezione
Il codice IP corrisponde alla classe di protezione, cioè il grado di protezione contro l’infiltrazione di
particelle metalliche e acqua. Un impianto contrassegnato IP 23 è designato sia per uso interno che
per uso esterno.
Classe d’uso
Il simbolo significa che il generatore di corrente è costruito per uso in ambienti con alto rischio
elettrico.
5 INSTALLAZIONE
La connessione a rete deve essere eseguita d a personale adeguatamente ad-
destrato.
ATTENZIONE!
Questo prodotto può essere utilizzato esclusivamente per scopi industriali. In ambienti domestici
questo prodotto può provocare interferenze radio. É responsabilità dell’utente adottare precauzioni
adeguate.
IT

-- 7 --
bc20d1ia
5.1 Collocazione
Posizionare il generatore di saldatura in modo che gli ingr essi e le uscite dell’aria di
raffreddamento non siano ostruiti.
5.2 Alimentazione elettrica di rete
Controllare che il generatore di saldatura sia collegato alla
tensione di rete corretta e che sia protetto da fusibili di
dimensioni adeguate. Effettuare un collegamento di messa a
terra di protezione conforme alle norme vigenti.
Targhetta con i dati relativi al collegamento all’alimentazione elettrica
Dimensioni dei fusibili e sezio n e minima dei cavi consigliate
AristoMig C300 MIG/MAG MMA
Tensione di rete 400 V 400 V 3µ 50 Hz
Sezione dei cavi di
collegamento alla rete mm
2
4G2,5 4G2,5
Corrente di fase, IRMS 13 A 14 A
Fusibile
Soppressore di sovracorrente
Tipo C MCB
16 A
20 A
16 A
20 A
Nota! La sezione dei cavi di collegamento alla rete e le dimensioni dei fusibili illustrate
precedentemente sono conformi alle norme svedesi. Impiegare il generatore di saldatura
conformemente alle norme pertinenti in vigore nel paese di utilizzo.
Nota! Questo generatore di saldatura deve essere collegato ad un sistema a quattro
fili a 230/400 volt.
Se il generatore viene utilizzato in un paese dove la tensione di rete è superior e, il
generatore deve essere collegato con un trasformatore di sicurezza.
6 FUNZIONAMENTO
Le norme generali di sicurezza per utilizzare questo impian t o son o descritte a
pagina 3, leggerle attent amente prima dell’uso dell’impianto.
Durante gli spostamenti dell’apparecchio utilizzare l’apposita maniglia.
ATTENZIONE! Non puntare mai la pistola contro qualcuno.
ATTENZIONE!
Assicurarsi che i pannelli laterali siano chiusi durante il funzionamento.
Per evitare che la bobina esca dal mozzo. Bloccare la bobina con il
volantino rosso, secondo il cartello (vedi figura a destra) posizionato
accanto al mozzo del freno.
ATTENZIONE!
IT

-- 8 --
bc20d1ia
ATTENZIONE!
Attenzione alle parti girevoli. Rischio di schiacciamento.
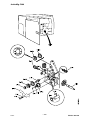
6.1 Attacchi e dispositivi di controllo
1 Pannello di controllo,
consultare il manuale di istruzioni
corrispondente
5 Attacco per pistola saldatrice
2 Attacco per gruppo di raffreddamento o
telecomando
6 Interruttore della tensione di rete
3 Attacco per il cavo di ritorno (--) 7 Attacco per gas di protezione
4 Attacco per il cavo della corrente di
saldatura (+) (saldatura MMA)
6.2 Controllo ventilato ri
Il generatore è dotato di un dispositivo di controllo a tempo che fa sì che i ventilatori
continuino a funzionare per 6,5 minuti dopo l’arresto della saldatura, dopodiché il
gruppo passa in modalità risparmio energetico. I ventilatori riprendono a funzionare
con la ripresa della saldatura.
I ventilatori funzionano a velocità ridotta con correnti di saldatura fino a 110 A, e a
velocità piena con correnti superiori.
6.3 Protezione dal surriscaldamento
Il generatore di saldatura è provvisto di una protezione dal surriscaldamento che
interviene se la temperatura diventa troppo elevata. Quando ciò si verifica, la
corrente di saldatura si interrompe e sul pannello di controllo viene visualizzato un
codice di guasto.
Quando la temperatura scende, la protezione dal surriscaldamento si ripristina
automaticamente.
IT

-- 9 --
bc20d1ia
6.4 Saldatura senza gas
È possibile passare dalla saldatura con filo massiccio e gas di protezione alla
saldatura con filo animato autoprotetto senza gas e viceversa.
Filo massiccio Filo animato autoprotetto senza gas
S
Scollegare il generatore dall’alimentazione elettrica di rete.
S
Aprire il pannello laterale. Togliere il coperchio di protezione.
S
Collegare il polo positivo (+) e il polo negativo (--) sulla morsettiera posta sopra il meccanismo di
avanzamento.
S
Rimontare il coperchio di protezione. Chiudere il pannello laterale.
S
Spostare il cavo di ritorno dall’uscita negativa (--) all’
uscita positiva (+).
6.5 Pressione di avanzamento del filo
Iniziare controllando che il filo sia ben teso nel guidafilo. Impostare quindi la
pressione sui rulli di pressione del dispositivo di alimentazione. E’ importante che
la pressione non sia troppo elevata.
Figura 1 Figura 2
Per controllare che la pressione di alimentazione sia impostata correttamente,
svolgere il filo contro un oggetto isolato, ad esempio u n pezzo di legno.
Tenendo la pistola a circa 5 mm dal pezzo di legno (figura 1), i rulli di
alimentazione slittano.
Tenendo la pistola a circa 50 mm dal pezzo di legno, il filo si piega (figura 2).
IT

-- 1 0 --
bc20d1ia
6.6 Sostituzione e inserimento del filo
S Aprire il pannello laterale.
S Scollegare il sensore di pressione piegandolo all’indietro in modo da far scorrere
i r ulli di pressione verso l’alto.
S Estrarre da 10 a 20 cm del nuovo filo, quindi inserirlo nel gruppo trainafilo dopo
avere eliminato dalla sua estremità con una lima le eventuali sbavature e gli
spigoli vivi.
S Accertarsi che il filo si inserisca correttamente nella scanalatura del rullo di
trascinamento e nell’ugello di uscita e nella guida del filo.
S Fissare il sensore di pressione.
S Chiudere il pannello laterale.
6.7 Sostituzione dei rulli di trascinamento
S Aprire il pannello laterale.
S Scollegare il sensore di pressione (1) piegandolo
all’indietro in modo da far scorrere i rulli di
pressione verso l’alto.
S Scollegare i rulli di pressione (2) ruotando l’assale
(3) per 1/4 di giro in senso orario ed estraendo
l’assale. I r ulli di pressione si scollegano.
S Scollegare i rulli di trascinamento (4) svitando i dadi
(5) e d estraendo i rulli.
Per l’installazione, eseguire nell’ordine inverso i passi descritti sopra.
Scelta delle scanalature dei rulli di trascinamento
Ruotare il rullo di trascinamento in modo che la tacca delle
dimensioni relative alla scanalatura selezionata sia rivolta verso
l’operatore.
7 MANUTENZIONE
Per garantire un funzionamento corretto e sicuro, eseguire sempre una
manutenzione regolare.
Nota!
Tutte le garanzie del fornitore sono da considerarsi nulle nel caso in cui l’acquirente
tenti di intervenire sul prodotto durante il periodo di garanzia al fine di correggere
eventuali difetti.
La manutenzione deve essere effettuata da personale esperto.
Le piastre di sicurezza possono essere rimosse solo da personale autorizzato con
adeguate competenze nel settore elettrico.
IT

-- 1 1 --
bc20d1ia
7.1 Controllo e pulizia
Generatore
Controllare con regolarità che il generatore di saldatura non sia ostruito da residui di
sporcizia.
La frequenza e il metodo di pulizia dipendono dal processo di saldatura, dai tempi di
arco, dalla collocazione e dall’ambiente circostante. Di solito è sufficiente eliminare la
polvere dal generatore soffiando aria compressa secca (a bassa pressione) una
volta all’anno.
Gli ingressi e le uscite dell’aria intasati o bloccati potrebbero provocare
surriscaldamento.
Gruppo trainafilo
Controllare con regolarità che il gruppo trainafilo non sia ostruito da residui di
sporcizia.
S Per un funzionamento senza problemi del gruppo trainafilo, eseguire a intervalli
regolari la pulizia e la sostituzione dei componenti usurati del meccanismo di
avanzamento. Si noti che se si imposta un valore eccessivo di pre--tensiona-
mento si può dare origine a un’usura eccessiva dei rulli di pressione, dei rulli di
trascinamento e della guida del filo.
Il mozzo del freno
Il mozzo viene regolato al momento della
consegna da parte del fabbricante; se è
necessario r egolarlo nuovamente, procedere
come segue. Regolare il mozzo del freno in modo
che il filo risulti leggermente lento quando si
arresta il trascinamento.
S Regolazione della coppia frenante:
S Ruotare la maniglia rossa in posizione di blocco.
S Inserire un cacciavite nelle molle del mozzo.
Ruotare le molle in senso orario per ridurre la coppia frenante.
Ruotare le m olle in senso antiorario per aumentare la coppia frenante.
NB: Regolare entrambe le molle ruotandole dello stesso valore.
Pistola saldatrice
S Per un funzionamento senza problemi della pistola saldatrice, eseguire a
intervalli regolari la pulizia e la sostituzione dei componenti usurati del
meccanismo di avanzamento. Pulire con regolarità la guida del filo con aria
compressa e pulire la punta di contatto.
IT

-- 1 2 --
bc20d1ia
8 INDIVIDUAZIONE DEI GUASTI
Prima di richiedere l’intervento di u n tecnico dell’assistenza autorizzata eseguire i
controlli indicati di seguito.
Tipo di guasto Intervento
Nessun arco. S Controllare che l’interruttore dell’alimentazione elettrica di
rete si trovi su ON.
S Controllare che il cavo della corrente di saldatura e il cavo di
ritorno siano collegati correttamente.
S Controllare che sia impostato il valore di corrente corretto.
La corrente di saldatura si
interrompe durante la saldatura.
S Controllare se è intervenuta la protezione dal
surriscaldamento (il codice di guasto E6 viene visualizzato
sul pannello di controllo).
S Controllare i fusibili dell’alimentazione elettrica di rete.
La protezione dal surriscalda-
mento scatta spesso.
S Assicurarsi che non si stiano superando i valori nominali per
il generatore (ad es. che non ci sia un sovraccarico sul
gruppo).
Prestazioni di saldatura
insufficienti.
S Controllare che il cavo della corrente di saldatura e il cavo di
ritorno siano collegati correttamente.
S Controllare che sia impostato il valore di corrente corretto.
S Controllare che siano in uso i cavi corretti.
S Controllare i fusibili dell’alimentazione elettrica di rete.
9 ORDINAZIONE DEI PEZZI DI RICAMBIO
AristoMig C300 sono disignate e collaudate secondo le norme internazionali ed euro -
pee IEC/ EN 60974--1, 60974--5 ed 60974--10. Dopo l’effettuata assistenza oppure ripara-
zione è di responsabilità dell’agenzia di servizio di accertarsi che il prodotto non si
differenzi dalle summenzionate vigenti norme.
Per ordinare i pezzi di ricambio, rivolgersi al più vicino r ivenditore ESAB; vedere l’ulti-
ma pagina di questo documento.
IT

-- 1 3 --
p

Edition 051018
Schema
-- 1 4 --
bc19e

Edition 051018
-- 1 5 --
bc19e

AristoMig C300
Edition 051018
No.dicodice
-- 1 6 --
bc20o
Ordering no. Denomination Type
0459 750 882 Welding power source AristoMig C300 with control panel MA6
0459 824 990 Spare parts list AristoMig C300i with control panel MA6
0458 854 Instruction manual Control panel MA6
The instruction manuals and the spare parts list are available on the Internet at www.esab.com
Under ”Products” and ”Welding & cutting equipment”, you will find a link to the page where you can
both search for and download instructions and spare parts lists.

-- 1 7 --
p

AristoMig C300
Edition 051018
Partidiusura
-- 1 8 --
ba40w
S= Standard, HD = Heavy Duty
Item
Ordering no. Denomination Wire type Wire dimensions
HI 1 0455 072 002
0456 615 001
Intermediate nozzle (S)
Intermediate nozzle
Fe, Ss & cored
Al
HI 2 0469 837 880
0469 837 881
Outlet nozzle (S)
Outlet nozzle
Fe, Ss & cored
Al
Ø 2.0 mm steel for 0.6--1.2 mm
Ø 2.0 mm plastic for 0.8--1.2 mm
HI 3 0191 496 114 Key
HI 4 0215 701 007 Locking washer
HI 5a 0459 440 001 Motor gear euro
Item Ordering no. Denomination Wire type Wire dimensions Groove
typ
Roller
markings
HI 5b 0459 052 001 Feed/pressure rollers Fe, Ss & cored Ø 0.6 & 0.8 mm V 0.6 S2 &0.8S2
0459 052 002 Feed/pressure rollers Fe, Ss & cored Ø 0.8 & 0.9/1.0 mm V 0.8 S2 & 0.9/1.0 S2
0459 052 003 Feed/pressure rollers (S) Fe, Ss & cored Ø 0.9/1.0 & 1.2 mm V 0.9/1.0 S2 &1.2S2
0458 825 001 Feed/pressure rollers Cored Ø 0.9/1.0 & 1.2 mm V--Knurled 1.0 R2 &1.2R2
0458 824 001 Feed/pressure rollers Al Ø 0.8 & 0.9/1.0 mm U 0.8 A2 &1.0A2
0458 824 002 Feed/pressure rollers Al Ø 1.0 & 1.2 mm U 1.0 A2 &1.2A2
0458 824 003 Feed/pressure rollers Al Ø1.2mm U 1.2 A2
Use only pressure and feed rollers marked A2, R2 or S2.
Therollersaremarkedwithwiredimensioninmm,somearealsomarkedwithinch.
Item Ordering no. Denomination Notes
HI 6 Washer Ø 16/5x1
HI 7 Screw M4x12
HI 8 Screw M6x12
HI 9 Washer Ø 16/8.4x1.5
HI 10 0469 838 001 Cover
HI 11 0458 722 880 Axle and Nut
HI 12 0459 441 880 Gear adapter
HI 13 0455 049 001 Inlet nozzle
HI 14 0458 999 001 Shaft
Welding with aluminium wire
In order to weld with aluminium wire, proper rollers, nozzles and liners for aluminium wire MUST be
used, It is recommended to use 3 m long welding gun for aluminium wire, equipped with appropriate
wear parts.

AristoMig C300
Edition 051018
-- 1 9 --
ba40w

AristoMig C300
Edition 051018
Accessori
-- 2 0 --
bc19a
Cooling unit ESAB Cooler 0459 800 880
Remote control adapter RA12 12pole .....
For analogue remote controls to CAN based
equipment.
0459 491 910
RemotecontrolunitMTA1CAN ...........
MIG/MAG: wire feed speed and voltage MMA:
current and arc force
TIG: current, pulse and background current
0459 491 880
RemotecontrolunitM110ProgCAN.......
Choice of on of 10 programs
MIG/MAG: voltage deviation
TIG and MMA: current deviation
0459 491 882
RemotecontrolunitAT1CAN .............
MMA and TIG: current
0459 491 883
RemotecontrolunitAT1CFCAN ..........
MMA and TIG: rough and fine setting of
current.
0459 491 884
Remote control cable 12 pole -- 4 pole
5m......................................
10m.....................................
15m.....................................
25m ....................................
0.25m ..................................
0459 554 880
0459 554 881
0459 554 882
0459 554 883
0459 554 884
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























ESAB AristoMig C300 Manual do usuário
- Categoria
- Sistema de Soldagem
- Tipo
- Manual do usuário
- Este manual também é adequado para
em outras línguas
- italiano: ESAB AristoMig C300 Manuale utente
Artigos relacionados
-
ESAB AristoMig C300 Manual do usuário
-
ESAB AristoMig 500 Manual do usuário
-
ESAB YardFeed 2000 Manual do usuário
-
ESAB Aristo®Mig 300 Manual do usuário
-
ESAB YardFeed 200 Manual do usuário
-
ESAB Aristo Mig C3000i Manual do usuário
-
-
ESAB Tig 3000i AC/DC Origo™ Tig 3000i AC/DC Manual do usuário
-
ESAB AristoMig 400 Manual do usuário
-
ESAB AristoMig U400 Manual do usuário