ESAB PT-36 Mechanized Plasmarc Cutting Torch Manual do usuário
- Tipo
- Manual do usuário
PT-36
Mechanized Plasmarc Cutting Torch
0558005240 07/2009
Instrukciju Rokasgrāmata (LV)
Instrukcijų vadovas (LT)
Instruksjonshåndbok (NO)
Instrukcja obsługi (PL)
Manual de instruções (PT)
Руководство (RU)
Návod na obsluhu (SK)
Navodila za uporabo (SL)
Manual de Instrucciones (ES)
Bruksanvisning (SV)

2
DECLARATION OF CONFORMITY
according to the Low Voltage Directive 2006/95/EC
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
enligt Lågspänningsdirektivet 2006/95/EG
Type of equipment Materialslag
Mechanized Plasma Cutting Torch
Brand name or trade mark Fabrikatnamn eller varumärke
ESAB
Type designation etc. Typbeteckning etc.
PT-36 Series
Manufacturer’s authorised representative established within the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB AB, Welding Equipment
Esabvägen, SE-695 81 Laxå, Sweden
Phone: +46 586 81 000, Fax: +46 584 411 924
Manufacturer positioned outside the EEA
Name, address, telephone No, telefax No: Tillverkarens namn, adress, telefon, telefax:
ESAB Welding & Cutting Products
411 South Ebenezer Road, Florence, South Carolina 29501, USA
Phone: +1 843 669 4411, Fax: +1 843 664 4258
The following harmonised standard in force within the EEA has been used in the design:
Följande harmoniserande standarder har använts i konstruktionen:
EN 60974-7, Arc welding equipment – Part 7: Torches
By signing this document, the undersigned declares as manufacturer, or the manufacturer’s authorised
representative established within the EEA, that the equipment in question complies with the safety requirements
stated above.
Genom att underteckna detta dokument försäkrar undertecknad såsom tillverkare, eller tillverkarens representant inom
EES, att angiven materiel uppfyller säkerhetskraven angivna ovan.
Date / Datum
Laxå 2008-11-14
Signature / Underskrift Position / Befattning
Global Director
Equipment and Automation
Kent Eimbrodt
Clarification

3
TABLE OF CONTENTS
Section / Title Page
LATVIAN (LV) ......................................................................................................................................................................................................................5
LITHUANIAN (LT) ............................................................................................................................................................................................................47
NORWEGIAN (NO) .........................................................................................................................................................................................................89
POLISH (PL) ....................................................................................................................................................................................................................131
PORTUGUESE (PT) .......................................................................................................................................................................................................173
RUSSIAN (RU) ................................................................................................................................................................................................................215
SLOVAKIAN (SK) ............................................................................................................................................................................................................257
SLOVENIAN (SL) ............................................................................................................................................................................................................299
SPANISH (ES) ..................................................................................................................................................................................................................341
SWEDISH (SV) ................................................................................................................................................................................................................383
Replacement Parts ......................................................................................................................................................................................................425

4
TABLE OF CONTENTS

PT-36
Mehanizētais “Plasmarc” griešanas deglis
Lietošanas rokasgrāmata (LV)
0558005240

6
Šī iekārta darbojas atbilstoši šajā instrukcijā ietvertajam aprakstam, saskaņā ar norādēm un/vai papildierīcēm, ja
tā uzstādīta, darbināta, apkopta un labota atbilstoši norādītajām instrukcijām. Šī ierīce ir periodiski jāpārbauda.
Aprīkojumu, kas darbojas nepareizi vai nav pienācīgi apkopts, izmantot nedrīkst. Detaļas, kuras ir salauztas,
nodilušas, bojātas, piesārņotas, vai tās trūkst, ir nekavējoties jānomaina.
Ja šāda veida labošana vai nomaiņa ir nepieciešama, ražotājs iesaka veikt telefonisku vai rakstisku pakalpojuma
pieprasījumu autorizētajam izplatītājam, pie kura tika veikta ierīces iegāde.
Šo iekārtu vai jebkādas tās detaļas nedrīkst modicēt, pirms nav saņemta ražotāja rakstiska atļauja.
Šīs iekārtas lietotājs ir pilnībā atbildīgs par nepareizu iekārtas darbību, kas var rasties no nepareizas darbības,
apkopes, bojāšanas, nepareizas labošanas vai modikācijām, kuras nav izdarījis ražotājs vai ražotāja iecelta
iestāde.
PĀRLIECINIETIES, LAI ŠĪ INFORMĀCIJA KĻŪTU ZINĀMA OPERATORAM.
PIE SAVA PIEGĀDĀTĀJA JŪS VARAT SAŅEMT PAPILDUS KOPIJAS.
Šīs INSTRUKCIJAS ir domātas pieredzējušiem operatoriem. Ja jūs neesat pilnīgi pazīstams
ar darbības principiem un drošu loka metināšanas darbību, mēs iesakām izlasīt mūsu
grāmatiņu “Precautions and Safe Practices for Arc Welding, Cutting, and Gouging,¡¨
(Piesardzības pasākumi un droša darbība loka metināšanā, griešanā un izgrebšanā) no
52.-529. lpp.. Neļaujiet neapmācītām personām uzstādīt, darbināt iekārtu vai veikt apkopi
šai iekārtai. NEMĒĢINIET uzstādīt vai darboties ar šo iekārtu, līdz jūs neesat izlasījis un
pilnībā izpratis šīs instrukcijas. Ja jūs pilnībā neizprotat šīs instrukcijas, sazinieties ar
savu piegādātāju, lai iegūtu papildus informāciju. Pirms šīs iekārtas uzstādīšanas un
darbināšanas pārliecinieties, ka esat izlasījis “Piesardzības Pasākumus”.
UZMANĪBU
LIETOTĀJA ATBILDĪBA
PIRMS UZSTĀDĪŠANAS VAI DARBA VEIKŠANAS IZLASIET UN IZPROTIET
INSTRUKCIJU ROKASGRĀMATU.
AIZSARGĀJIET SEVI UN CITUS!

7
SATURA RĀDĪTĀJS
1.0 Piesardzības pasākumi ................................................................................9
2.0. Apraksts .............................................................................................11
2.1. Vispārēja informācija .............................................................................11
2.2. Mērķis...........................................................................................11
2.3. Pieejamie komplekti .............................................................................11
2.4. Papildaprīkojums:...............................................................................12
2.5 PT-36 tehniskās specikācijas....................................................................15
3.0. Uzstādīšana..........................................................................................17
3.1. Degļa pievienošana plazmas sistēmai ...........................................................17
3.2. Degļa montēšana pie iekārtas ...................................................................18
4.0. Ekspluatācija.........................................................................................19
4.1. Uzstādīšana......................................................................................21
4.2. Griešanas kvalitāte..............................................................................21
4.3. Degļa plūsmu kanāli ........................................................................... 26
5.0. Apkope..............................................................................................27
5.1. Ievads ........................................................................................27
5.2. Degļa priekšdaļas demontāža .................................................................. 28
5.3 Degļa priekšdaļas demontāža (ražošanas biezajai plātnei) ........................................31
5.4. Degļa priekšdaļas montāža ................................................................... 34
5.5. Degļa priekšdaļas montāža (ražošanas biezajai plātnei)...........................................35
5.6. Degļa korpuss ..................................................................................37
5.7. Degļa korpusa noņemšana un nomainīšana .................................................... 38
5.8. Samazināts palīgmateriālu kalpošanas mūžs ....................................................41
Nodaļa / nosaukums Lappuse

8
SATURA RĀDĪTĀJS

9
1. NODAĻA PIESARDZĪBAS PASĀKUMI
1.0 Piesardzības pasākumi
ESAB metināšanas un plazmas griešanas iekārtu lietotāji ir pilnībā atbildīgi par to, lai ikviens, kas darbojas iekārtas
tuvumā vai ar to, ievērotu attiecīgus drošības priekšnoteikumus. Piesardzības pasākumiem ir jāatbilst prasībām,
kādas attiecas uz šāda veida metināšanas vai griešanas iekārtu. Papildus standarta noteikumiem, kas attiecas uz
darba vietu, būtu jāievēro šādi papildus ieteikumi.
Viss darbs jāveic apmācītam personālam, kas labi pārzina metināšanas vai plazmas griešanas iekārtu darbību.
Nepareiza darbošanās ar iekārtu var novest pie bīstamām situācijām, ka rezultātā operators var tik ievainots un
iekārta bojāta.
1. Ikvienam, kas izmanto metināšanas vai plazmas griešanas iekārtu, ir jāpārzina:
- iekārtas darbība
- avārijas slēdžu atrašanās vieta
- iekārtas funkcijas
- attiecīgi piesardzības pasākumi
- metināšana un / vai plazmas loka griešana
2. Operatoram ir jāgādā, lai:
- iekārtas darbības laukā, kad tā tiek iedarbināta, neatrastos neviena nepiederoša persona.
- neviens nebūtu neaizsargāts, kad loks ir piešķilts.
3. Darba vietai ir jābūt:
- piemērotai dotajam nolūkam;
- tīrai.
4. Personiskais drošības aprīkojums:
- vienmēr apģērbiet ieteicamo personiskās drošības aprīkojumu, piemēram aizsargbrilles, nedegošu apģērbu,
drošības cimdus.
- Neapvelciet vaļīgas lietas, piemēram šalles, rokassprādzes, gredzenus, utt., kas var iesprūst vai radītapdegumus.
5. Vispārēji piesardzības pasākumi:
- pārliecinieties, lai atgriešanās kabelis būtu cieši pievienots;
- darbu ar augstsprieguma iekārtu drīkst veikt tikai kvalicēts elektriķis;
- tuvumā jāatrodas skaidri apzīmētam attiecīgam ugunsdzēšamajam aparātam;
- eļļošanu un apkopi iekārtai nedrīkst veikt tās darbības laikā.

10
1. NODAĻA PIESARDZĪBAS PASĀKUMI
METINĀŠANA UN PLAZMAS GRIEŠANA VAR BŪT BĪSTAMA JUMS UN
CITIEM. IEVĒROJIET PIESARDZĪBAS PASĀKUMUS, KAD METINĀT VAI
VEICAT GRIEŠANU. UZZINIET PAR JŪSU DARBA DEVĒJA DROŠĪBAS PRAKSI,
KAM JĀBŪT BALSTĪTAI UZ RAŽOTĀJA BĪSTAMĪBAS DATIEM.
ELEKTRISKĀS STRĀVAS TRIECIENS - var nogalināt.
- Uzstādiet un sazemējiet metināšanas vai plazmas griešanas iekārtu saskaņā ar attiecīgiem standartiem.
- Nepieskarieties darbībā esošām elektriskajām detaļām vai elektrodiem ar ādu, slapjiem cimdiem vai mitru
apģērbu.
- Izolējieties no zemes un apstrādājamā materiāla.
- Pārliecinieties, ka jūsu darba stāvoklis ir drošs.
IZGAROJUMI UN GĀZES - var būt bīstamas veselībai.
- Turiet galvu tālāk no izgarojumiem.
- Izmantojiet ventilāciju, noņēmēju pie loka vai abus, lai noņemtu izgarojumus un gāzes no jūsu elpošanas
zonas un apkārtnes.
LOKA STARI - var ievainot acis un apdedzināt ādu.
- Aizsargājiet acis un ķermeni. Izmantojiet pareizu metināšanas / plazmas griešanas aizsargekrānu un ltra
lēcas un apģērbiet aizsargapģērbu.
- Aizsargājiet blakus stāvētājus ar attiecīgiem ekrāniem vai aizkariem.
AIZDEGŠANĀS DRAUDI
- Dzirksteles (šļaksti) var izraisīt aizdegšanos. Tādēļ pārliecinieties, lai tuvumā neatrastos viegli uzliesmojoši
materiāli.
SKAĻUMS - pārāk liels skaļums var sabojāt dzirdi.
- Aizsargājiet ausis. Izmantojiet ausu sildītāju vai citu dzirdes aizsardzības līdzekli.
- Brīdiniet blakus stāvētājus par iespējamo risku.
NEPAREIZA DARBĪBA - nepareizas darbības gadījumā meklējiet eksperta palīdzību.
PIRMS UZSTĀDĪŠANAS VAI DARBA VEIKŠANAS IZLASIET UN IZPROTIET
INSTRUKCIJU ROKASGRĀMATU.
AIZSARGĀJIET SEVI UN CITUS!
BRĪDINĀJUMS

11
2.2. Mērķis
Šīs rokasgrāmatas mērķis ir sniegt operatoram visa veida informāciju, kas nepieciešama PT-36 mehanizētā
“Plasmarc” griešanas degļa uzstādīšanai un apkopes veikšanai. Lai veicinātu griešanas problēmu novēršanu,
rokasgrāmatā ietverti arī tehniskie atsauces dati.
2.3. Pieejamie komplekti
PT-36 komplektu veidi, kas pieejami pie jūsu ESAB izplatītāja. Komponentu detaļu numurus skatiet nodaļā
“Rezerves daļas”.
2.1. Vispārēja informācija
PT-36 mehanizētais “Plasmarc” griešanas deglis ir plazmas loka deglis, kas montēts rūpnīcā, lai nodrošinātu degļa
komponentu koncentriskumu un nemainīgu griešanas precizitāti. Šī iemesla dēļ degļa korpusu nevar pārbūvēt
tā izmantošanas vietā. Tikai degļa priekšdaļā atrodas detaļas, ko var nomainīt.
2. NODAĻA APRAKSTS
PT-36 DEGĻU KOMPLEKTU APRAKSTS DETAĻAS NUMURS
PT-36 DEGĻA KOMPLEKTS, 4,5 pēdas (1,3 m) 0558003849
PT-36 DEGĻA KOMPLEKTS, 6 pēdas (1,8 m) 0558003850
PT-36 DEGĻA KOMPLEKTS, 12 pēdas (3,7 m) 0558003852
PT-36 DEGĻA KOMPLEKTS, 15 pēdas (4,6 m) 0558003853
PT-36 DEGĻA KOMPLEKTS, 17 pēdas (5,2 m) 0558003854
PT-36 DEGĻA KOMPLEKTS, 25 pēdas (7,6 m) 0558003856
PT-36 DEGĻA KOMPLEKTS, 14 pēdas MAZAIS KONUSS (4,3 m) 0558005741

12
PT-36 Remonta un papildaprīkojuma komplekts .....................................................0558005221
2. NODAĻA APRAKSTS
2.4.1. PT-36 degļa palīgmateriālu komplekti
Detaļas numurs Skaits Apraksts
0558003804 1 Degļa korpuss PT-36 ar blīvgredzeniem
996528 10 Blīvgredzens 1,614 ID x 0,070
0558002533 2 Deektors, 4 caurumi x 0,032
0558001625 2 Deektors, 8 caurumi x 0,047
0558002534 1 Deektors, 4 x 0,032, pretējais
0558002530 1 Deektors, 8 x 0,047, pretējais
0558005457 2 Deektors, 4 caurumi x 0,022
0558003924 3 Elektroda ietvars PT-36 ar blīvgredzenu
86W99 10 Blīvgredzens 0,364 ID x 0,070
37082 2 Sprauslas ksējošais cilindrs, standarta
21796 1 Izolējošās gāzes difuzors ar vāju strāvas stiprumu
21944 5 Izolējošās gāzes difuzors, standarta
22496 1 Izolējošās gāzes difuzors, pretējais
37081 2 Ekrāna ksators, standarta
0558003858 2 Kontaktgredzens ar skrūvi
37073 6 Kontaktgredzena skrūve
93750010 2 Seškanšu atslēga 0,109”
996568 1 Uzgriežņa pievilkšanas atslēga 7/16” (elektroda instruments)
0558003918 1 Elektroda ietvara instruments PT-36
77500101 1 Silikona smērviela DC-111 5,3oz
2.4. Papildaprīkojums:
Pārbaudes plūsmas mērītājs (šis vērtīgais problēmu meklēšanas rīks nodrošina iespēju
izmērīt faktisko plazmas gāzes plūsmu, kas plūst caur degli) .......................................21317
Burbuļu izpūtējs (izveido gaisa burbuli, lai PT-36 “Plasmarc” griešanas degli varētu iz-
mantot zem ūdens, nedaudz pazeminot griešanas kvalitāti. Šo sistēmu var izmantot arī
virs ūdens, jo caur izpūtēju plūstošais ūdens samazina izgarojumus, troksni un loka UV
radiāciju) .........................................................................................................................................37439
Gaisa barjera (ierīce, ko izmanto, lai uzlabotu PT-36 “Plasmarc” griešanas degļa veiktspēju,
griežot zem ūdens. Šo ierīci stiprina pie degļa, un tā izveido gaisa barjeru. Līdz ar to
plazmas deglis var darboties salīdzinoši sausā zonā, kaut gan deglis ir iemērkts ūdenī, lai
samazinātu troksni, izgarojumus un loka radiāciju) ........................................................37440

13
2. NODAĻA APRAKSTS
PT-36 200A darba sākšanas komplekts ......................................................................0558005222
Detaļas numurs Skaits Apraksts
0558003914 8 Elektrods O2 UltraLife, standarta
0558003928 3 Elektrods N2/H35, standarta
0558005459 3 Vāja strāvas stipruma elektrods O2/N2
0558006010 3 Sprausla PT-36 1,0 mm (0,040”)
0558006014 3 Sprausla PT-36 1,4 mm (0,055”)
0558006020 5 Sprausla PT-36 2,0 mm (0,080”)
0558006130 3 Ekrāns PT-36 3,0 mm (0,120”)
0558006141 3 Ekrāns PT-36 4,1 mm (0,160”)
0558008010 3 Sprausla PT-36 1,0mm (0,040") PR
0558007624 3 Ekrāns PT-36 2,4mm (0,095")
0558006023 3 Sprausla PT-36 2,3mm (0,090")
0558006166 3 Ekrāns PT-36 6,6mm (0,259")
0558006908 3 Sprausla PT-36 0,8mm (0,030")
0558006018 3 Sprausla PT-36 1,8mm (0,070")
PT-36 400A darba sākšanas komplekts ......................................................................0558005223
Detaļas numurs Skaits Apraksts
0558003914 5 Elektrods O2 UltraLife, standarta
0558007791 5 Elektrods
0558003928 3 Elektrods N2/H35, standarta
0558005459 3 Vāja strāvas stipruma elektrods O2/N2
0558006010 2 Sprausla PT-36 1,0 mm (0,040”)
0558006014 2 Sprausla PT-36 1,4 mm (0,055”)
0558006020 5 Sprausla PT-36 2,0 mm (0,080”)
0558006023 3 Sprausla PT-36 2,3 mm (0,090”)
0558006025 3 Sprausla PT-36 2,5 mm (0,099”)
0558006036 3 Sprausla PT-36 3,6 mm (0,141”)
0558006130 3 Ekrāns PT-36 3,0 mm (0,120”)
0558006141 3 Ekrāns PT-36 4,1 mm (0,160”)
0558006166 3 Ekrāns PT-36 6,6 mm (0,259”)
0558008010 3 Sprausla PT-36 1,0mm (0,040") PR
0558007624 3 Ekrāns PT-36 2,4mm (0,095")
0558006199 3 Ekrāns PT-36 9,9 mm (0,390”)
0558006030 3 Ekrāns PT-36 3,0mm (0,120")
0558006908 3 Sprausla PT-36 0,8mm (0,030")
0558006018 3 Sprausla PT-36 1,8mm (0,070")

14
2. NODAĻA APRAKSTS
PT-36 600A darba sākšanas komplekts ......................................................................0558005224
Detaļas numurs Skaits Apraksts
0558003963 5 Elektrods Tungsten 3/16”D
0558003965 5 Sprausla H35 0,198”, diverģējošā
0558003964 2 Elektroda spīļpatrona 3/16”D
0558005689 2 Elektroda/spīļpatronas ietvars PT-36
0558003967 2 Spīļpatronas korpuss
0558002532 2 Deektors, 32 caurumi x 0,023
0558006688 5 Ekrāns, spēcīga strāva
0558003918 1 Elektroda ietvara instruments PT-36
0558003962 1 “Tungsten” elektroda instruments
0558006690 2 Sprausla, ksējošā cilindra montāža, spēcīga strāva
PT-36 H35 smagās plātnes darba sākšanas komplekts .............................................0558005225
Detaļas numurs Skaits Apraksts
0558003914 5 Elektrods O2 UltraLife, standarta
0558007791 5 Elektrods
0558003928 3 Elektrods N2/H35, standarta
0558005459 3 Elektrods O2/N2 ar vāju strāvas stiprumu
0558006010 2 Sprausla PT-36 1,0 mm (0,040”)
0558006014 2 Sprausla PT-36 1,4 mm (0,055”)
0558006020 5 Sprausla PT-36 2,0 mm (0,080”)
0558006023 3 Sprausla PT-36 2,3 mm (0,090”)
0558006025 3 Sprausla PT-36 2,5 mm (0,099”)
0558006036 3 Sprausla PT-36 3,6 mm (0,141”)
0558006041 3 Sprausla PT-36 4,1 mm (0,161”)
0558006130 3 Ekrāns PT-36 3,0 mm (0,120”)
0558006141 3 Ekrāns PT-36 4,1 mm (0,160”)
0558006166 3 Ekrāns PT-36 6,6 mm (0,259”)
0558006199 3 Ekrāns PT-36 9,9 mm (0,390”)
0558008010 3 Sprausla PT-36 1,0mm (0,040") PR
0558007624 3 Ekrāns PT-36 2,4mm (0,095")
0558006030 3 Ekrāns PT-36 3,0mm (0,120")
0558006908 3 Sprausla PT-36 0,8mm (0,030")
0558006018 3 Sprausla PT-36 1,8mm (0,070")
15
2.5 PT-36 tehniskās specikācijas
2.5.1. Gāzes specikācijas
2. NODAĻA APRAKSTS
2.5.2. PT-36 degļa tehniskās specikācijas
Tips: ūdens dzesēšanas divgāzu mehanizētais plazmas loka griešanas deglis
Strāvas stiprums: 1000 A 100% darba ciklā
Montāžas diametrs: 2 collas (50,8 mm)
Degļa garums bez pievadiem: 16,7 collas (42 cm)
IEC 60974-7 spriegums: maksimāli 500 volti
Aizdedzināšanas spriegums (maksimālā AUGSTAS FREKVENCES sprieguma vērtība): 8000 V, maiņstrāva
Dzesētāja minimālā plūsma: 1,3 USGPM (5,9 l/min)
Dzesētāja minimālais spiediens pievades punktā: 175 psig (12,1 bāri)
Dzesētāja maksimālais spiediens pievades punktā: 200 psig (13,8 bāri)
Dzesētāja recirkulācijas minimālā pieļaujamā vērtība:
16,830 BTU/HR (4,9 kW) dzesētāja augstā temperatūrā - apkārtējā temperatūra = 45
°
F (25
°
C) un 1,6 USGPM (6 l/min)
Maksimālais drošais gāzes spiediens degļa padeves punktā: 125 psig (8,6 bāri)
Drošības bloķēšana: šo degli paredzēts izmantot ar ESAB “Plasmarc” griešanas sistēmām un vadīklām, kas aprīkotas ar
ūdens plūsmas slēdzi pievadā, pa kuru dzesēšanas šķidrums atplūst no degļa. Sprauslas ksējošā cilindra noņemšana,
lai veiktu degļa apkopi, pārtrauc dzesēšanas šķidruma atplūšanas kanālu.
Tipiskās prasības 125 psig spiediena plūsmai:
Maksimālā plazmas gāzes plūsma: 300 scfh (kubikpēdas stundā)
Maksimālā izolējošās gāzes plūsma: 350 scfh (kubikpēdas stundā)
Te nav parādītas kādā noteiktā stāvoklī izmantotas plūsmas faktiskās vērtības, bet gan atspoguļotas sistēmas pieļaujamās
maksimālās vērtības.
Argons 125 PSI (8,6 bāri) ar 0,25” NPT, 99,995% tīrība, ltrēts līdz 25 mikroniem
Slāpeklis 125 PSI (8,6 bāri) ar 0,25” NPT, 99,99% tīrība, ltrēts līdz 25 mikroniem
Skābeklis 125 PSI (8,6 bāri) ar 0,25” NPT, 99,5% tīrība, ltrēts līdz 25 mikroniem
H-35 (argons/ūdeņradis) 75 PSI (5,2 bāri), specialitātes gāze, 99,995% tīrība, ltrēta līdz 25 mikroniem
Metāns 75 PSI (5,2 bāri) ar 0,25” NPT, 93% tīrība, ltrēts līdz 25 mikroniem
Saspiests gaiss
(apstrādāts)
80 PSI pie 1200 kubikpēdām stundā (5,5 bar pie 35 m3/h), ltrēts līdz 25 mikro-
niem

16
2. NODAĻA DESCRIPTION

17
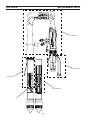
3.1. Degļa pievienošana plazmas sistēmai
Skatiet sistēmas rokasgrāmatu.
3.1.1. Pievienošana loka ieslēgšanas kārbai
PT-36 ir divi strāvas vadi ar ūdens dzesēšanu, kas jāpievieno elektropadeves bloka negatīvajam izvadam. 7/16-
20 stiprinājums ar labo vītni atrodas uz vada, kas pievada dzesētāju deglim. 7/16-20 stiprinājums ar kreiso vītni
atrodas uz vada, pa kuru dzesētājs atplūst no degļa.
Gredzenveida termināli izmanto, lai pievienotu sprauslu palīgloka izveidei. Ar ātri sastiprināmo savienojumu
iezemē palīgloka vada pīto aizsargmateriālu.
Elektrošoks var nogalināt!
• Atvienojiet primāro strāvas avotu pirms pielāgojumu veikšanas.
• Atvienojiet primāro strāvas avotu pirms sistēmas komponentu apkopes
veikšanas.
• Nepieskarieties degļa priekšdaļas detaļām (sprauslai, ksējošajam cilin-
dram utt.), ja nav atslēgta primārā strāvas padeve.
Radiācijas risks. Loka stari var ievainot acis un apdedzināt ādu.
• Izmantojiet pareizos acu un ķermeņa aizsardzības līdzekļus.
• Izmantojiet tumšus aizsargstiklus vai aizsargbrilles ar sānu aizsardzību. Ieteicamo lēcas
tonējumu plazmas griešanas darbu veikšanai skatiet šajā tabulā:
Loka strāva Lēcas tonējums
Līdz 100 ampēriem Tonējums Nr. 8
100-200 ampēri Tonējums Nr. 10 200-400 ampēri Tonējums Nr. 12
Vairāk nekā 400 ampēri Tonējums Nr. 14
• Ja lēcas ir bojātas, nomainiet stiklu/aizsargbrilles.
• Brīdiniet arī apkārtējos, lai tie neskatītos tieši uz loku bez piemērotām aizsargbrillēm.
• Sagatavojiet griešanas zonu, lai samazinātu ultravioletās gaismas atspīdēšanu un staro-
jumu.
• Uzstādiet aizsargekrānus vai aizkarus, lai samazinātu ultravioletās gaismas starojumu.
3. NODAĻA UZSTĀDĪŠANA
BĪSTAMI
Vēl viens pītā aizsargmateriāla savienojums atrodas uz
degļa. Ligzdas veida ātri sastiprināmo savienojumu (para-
sti tas atrodas loka ieslēgšanas kārbā) tā vietā var savi-
enot ar spraudņa veida ātri sastiprināmo savienojumu, kas
piestiprināts vienam no elektropadeves vadiem dažas col-
las pirms degļa uzmavas beigām. Pabīdiet uzmavu un lielo
misiņa uzgriezni uz degļa galviņas pusi, lai atsegtu šo savi-
enojumu. Kad šis savienojums ir izveidots, aizsargmateriāla
Ligzdveida ātri sastiprināmais
savienojums
strāvas vadi (2)
Spraudņveida ātri
sastiprināmais
savienojums
Misiņa uzgrieznis
BRĪDINĀJUMS

18
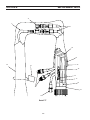
3.2. Degļa montēšana pie iekārtas
Skatiet iekārtas rokasgrāmatu.
Montējiet degli pie izolētās uzmavas šeit
NEMONTĒJIET pie
tērauda korpusa
šeit
Nestipriniet pie nerūsējošā tērauda degļa korpusa.•
Degļa korpuss ir izolēts pret strāvas triecieniem, bet loka •
aizdedzināšana ar augstfrekvences strāvu var izraisīt loka
izveidošanos pret zemi.
Stiprināšana degļa korpusa tuvumā var izraisīt loka •
izveidošanos starp korpusu un iekārtu.
Ja izveidojas šāds loks, degļa korpusu var nākties nomainīt, •
un garantija uz šādiem bojājumiem nebūs attiecināma.
Šādi var sabojāt iekārtas komponentus. •
Stipriniet tikai pie izolētās degļa uzmavas (tieši virs •
uzlīmes) ne tuvāk kā 1,25” (31,75 mm) no uzmavas malas
degļa pusē.
savienojums ir iezemēts ar lielo misiņa uzgriezni.
3.1.2. Gāzes cauruļu pievienošana
1 - Ligzdveida vecā paveida gaisa un ūdens uzgrieznis
izolējošās gāzes pievienošanai.
2 - B-IG stiprinājumi plazmas aizdedzināšanas gāzes un
plazmas griešanas gāzes pievadīšanai. Katru no šīm
caurulēm var pievienot jebkurai pieslēgvietai.
3. NODAĻA UZSTĀDĪŠANA
1
2
Stiprināšana pie degļa korpusa var izraisīt bīstamu strāvas plūsmu
iekārtas virsbūvē.
UZMANĪBU

19
4. NODAĻA EKSPLUATĀCIJA
EĻĻA UN SMĒRVIELAS VAR DEGT AR SPĒCĪGU LIESMU!
SMĒRVIELAS.
VIRSMAS.
NORĀDĪTS.
UZLIESMO UN DEG AR SPĒCĪGU LIESMU.
BRĪDINĀJUMS
ŪDEŅRAŽA SPRĀDZIENA RISKS.
GĀZES “KABATAS”. JA DZIRKSTELES VAI PLAZMAS LOKS ŠĪS
“KABATAS” AIZDEDZINĀS, TĀS UZSPRĀGS.
IESPĒJAMOS ŪDEŅRAŽA AVOTUS KŪSTOŠA METĀLA REAKCIJAS,
LĒNAS ĶĪMISKĀS REAKCIJAS UN DAŽU VEIDU PLAZMAS GĀZE.
PLĀKSNES UN ŪDENS GALDĀ.
APAKŠAS. IEPILDIET GALDĀ TĪRU ŪDENI.
VAI VIEGLI PAGRŪDIET TO, LAI PIRMS PLĀKSNES NOVIETOŠANAS UZ
GALDA IZJAUKTU ŪDEŅRAŽA “KABATAS”.
LAI IZJAUKTU ŪDEŅRAŽA KABATAS.
DIVREIZ LIELĀKAM PAR GRIEZUMA PLATUMU, LAI MATERIĀLS
VIENMĒR ATRASTOS ZEM GRIEZUMA LĪNIJAS.
VENTILATORUS, LAI NODROŠINĀTU GAISA CIRKULĀCIJU STARP
PLĀKSNI UN ŪDENS VIRSMU.
SPRĀDZIENA RISKS.
NEGRIEZIET ZEM ŪDENS AR H35! ŪDENS GALDĀ VAR IZVEIDOTIES
BĪSTAMS ŪDEŅRAŽA GĀZES LĪMENIS. ŪDEŅRAŽA GĀZE IR ĀRKĀRTĪGI
SPRĀDZIENBĪSTAMA. PAZEMINIET ŪDENS LĪMENI, LAI TAS BŪTU VISMAZ
PLĀKSNI, JAUCIET GAISU UN ŪDENI, LAI NOVĒRSTU ŪDEŅRAŽA GĀZES
UZKRĀŠANOS.
BRĪDINĀJUMS
BRĪDINĀJUMS

20
4. NODAĻA EKSPLUATĀCIJA
SAISTĪTI AR ŠIEM VIEGLMETĀLU SAKAUSĒJUMIEM, SAZINIETIES AR
SAVU ALUMĪNIJA MATERIĀLU PIEGĀDĀTĀJU.
NEGRIEZIET TURPMĀK NORĀDĪTOS Al-Li SAKAUSĒJUMUS AR PLAZMAS
LOKU UN ŪDENI:
SPRĀDZIENA RISKS.
Al-Li
SAKAUSĒJUMI VAR IZRAISĪT SPRĀDZIENUS.
DZIRKSTEĻU RISKS.
KARSTUMS, ŠĻAKATAS UN DZIRKSTELES VAR IZRAISĪT UGUNSGRĒKU
UN APDEGUMUS.
SPRĀDZIENBĪSTAMAS VIELAS.
AR PLAZMAS LOKU, NETUVINIET DEGĻA SPRAUSLU SEV VAI
CITIEM.
LĪDZEKĻUS.
UN ĶIVERI.
ATKLĀTĀS ZONAS.
DZIRKSTELES UN IZDEDŽI.
BRĪDINĀJUMS
BRĪDINĀJUMS
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145
-
 146
146
-
 147
147
-
 148
148
-
 149
149
-
 150
150
-
 151
151
-
 152
152
-
 153
153
-
 154
154
-
 155
155
-
 156
156
-
 157
157
-
 158
158
-
 159
159
-
 160
160
-
 161
161
-
 162
162
-
 163
163
-
 164
164
-
 165
165
-
 166
166
-
 167
167
-
 168
168
-
 169
169
-
 170
170
-
 171
171
-
 172
172
-
 173
173
-
 174
174
-
 175
175
-
 176
176
-
 177
177
-
 178
178
-
 179
179
-
 180
180
-
 181
181
-
 182
182
-
 183
183
-
 184
184
-
 185
185
-
 186
186
-
 187
187
-
 188
188
-
 189
189
-
 190
190
-
 191
191
-
 192
192
-
 193
193
-
 194
194
-
 195
195
-
 196
196
-
 197
197
-
 198
198
-
 199
199
-
 200
200
-
 201
201
-
 202
202
-
 203
203
-
 204
204
-
 205
205
-
 206
206
-
 207
207
-
 208
208
-
 209
209
-
 210
210
-
 211
211
-
 212
212
-
 213
213
-
 214
214
-
 215
215
-
 216
216
-
 217
217
-
 218
218
-
 219
219
-
 220
220
-
 221
221
-
 222
222
-
 223
223
-
 224
224
-
 225
225
-
 226
226
-
 227
227
-
 228
228
-
 229
229
-
 230
230
-
 231
231
-
 232
232
-
 233
233
-
 234
234
-
 235
235
-
 236
236
-
 237
237
-
 238
238
-
 239
239
-
 240
240
-
 241
241
-
 242
242
-
 243
243
-
 244
244
-
 245
245
-
 246
246
-
 247
247
-
 248
248
-
 249
249
-
 250
250
-
 251
251
-
 252
252
-
 253
253
-
 254
254
-
 255
255
-
 256
256
-
 257
257
-
 258
258
-
 259
259
-
 260
260
-
 261
261
-
 262
262
-
 263
263
-
 264
264
-
 265
265
-
 266
266
-
 267
267
-
 268
268
-
 269
269
-
 270
270
-
 271
271
-
 272
272
-
 273
273
-
 274
274
-
 275
275
-
 276
276
-
 277
277
-
 278
278
-
 279
279
-
 280
280
-
 281
281
-
 282
282
-
 283
283
-
 284
284
-
 285
285
-
 286
286
-
 287
287
-
 288
288
-
 289
289
-
 290
290
-
 291
291
-
 292
292
-
 293
293
-
 294
294
-
 295
295
-
 296
296
-
 297
297
-
 298
298
-
 299
299
-
 300
300
-
 301
301
-
 302
302
-
 303
303
-
 304
304
-
 305
305
-
 306
306
-
 307
307
-
 308
308
-
 309
309
-
 310
310
-
 311
311
-
 312
312
-
 313
313
-
 314
314
-
 315
315
-
 316
316
-
 317
317
-
 318
318
-
 319
319
-
 320
320
-
 321
321
-
 322
322
-
 323
323
-
 324
324
-
 325
325
-
 326
326
-
 327
327
-
 328
328
-
 329
329
-
 330
330
-
 331
331
-
 332
332
-
 333
333
-
 334
334
-
 335
335
-
 336
336
-
 337
337
-
 338
338
-
 339
339
-
 340
340
-
 341
341
-
 342
342
-
 343
343
-
 344
344
-
 345
345
-
 346
346
-
 347
347
-
 348
348
-
 349
349
-
 350
350
-
 351
351
-
 352
352
-
 353
353
-
 354
354
-
 355
355
-
 356
356
-
 357
357
-
 358
358
-
 359
359
-
 360
360
-
 361
361
-
 362
362
-
 363
363
-
 364
364
-
 365
365
-
 366
366
-
 367
367
-
 368
368
-
 369
369
-
 370
370
-
 371
371
-
 372
372
-
 373
373
-
 374
374
-
 375
375
-
 376
376
-
 377
377
-
 378
378
-
 379
379
-
 380
380
-
 381
381
-
 382
382
-
 383
383
-
 384
384
-
 385
385
-
 386
386
-
 387
387
-
 388
388
-
 389
389
-
 390
390
-
 391
391
-
 392
392
-
 393
393
-
 394
394
-
 395
395
-
 396
396
-
 397
397
-
 398
398
-
 399
399
-
 400
400
-
 401
401
-
 402
402
-
 403
403
-
 404
404
-
 405
405
-
 406
406
-
 407
407
-
 408
408
-
 409
409
-
 410
410
-
 411
411
-
 412
412
-
 413
413
-
 414
414
-
 415
415
-
 416
416
-
 417
417
-
 418
418
-
 419
419
-
 420
420
-
 421
421
-
 422
422
-
 423
423
-
 424
424
-
 425
425
-
 426
426
-
 427
427
-
 428
428
-
 429
429
-
 430
430
-
 431
431
-
 432
432
-
 433
433
-
 434
434
-
 435
435
-
 436
436




















































































































































































































































































































































































































































ESAB PT-36 Mechanized Plasmarc Cutting Torch Manual do usuário
- Tipo
- Manual do usuário
em outras línguas
Artigos relacionados
-
ESAB PT-36 Mechanized Plasmarc Cutting Torch Manual do usuário
-
-
ESAB PT-36R/PT-36R Direct Connect Mechanized Plasmarc Cutting Torch Manual do usuário
-
ESAB Powercut 650 Portable Plasma Cutting System Manual do usuário
-
ESAB PT-31XL Plasma Arc Cutting Torch Manual do usuário
-
-
ESAB EPP-400 Plasma Power Source Manual do usuário
-
-