
S-64M
Processi
Descrizione
MIG (GMAW) Welding
Saldatura MIG ad Arco Pulsato
(GMAW-P)
FCAW (filo animato)
(con e senza protezione di gas)
Alimentatore Filo
(Utilizzabile con generatori CC/CV)
OM-1585/ita 155 317AB
2009−12
www.MillerWelds.com
MANUALE DI ISTRUZIONI

Congratulazioni e Grazie per aver scelto Miller. Da adesso potrete
realmente lavorare in modo ottimale. Noi sappiamo che oggi non si può
fare altrimenti.
Per questo motivo Niels Miller, quando ha iniziato a fabbricare saldatrici
ad arco nel 1929, si assicurò di fornire prodotti di qualità superiore,
destinati ad offrire prestazioni ottimali per lunghissimo tempo.
Come Voi, i suoi Clienti esigevano i prodotti migliori disponibili sul
mercato.
Oggi, la tradizione continua, grazie agli uomini che fabbricano e vendono
i materiali Miller, con l’intento di fornire apparecchi e servizi, che
rispondano agli stessi criteri rigorosi di qualità e valore, stabiliti nel 1929.
Questo Manuale di Istruzioni è studiato per aiutarvi ad approfondire e
sfruttare al meglio i vostri prodotti Miller. Leggete con attenzione le
prescrizioni relative alla sicurezza; vi aiuteranno a proteggervi da
eventuali pericoli, nel luogo di lavoro. Miller vi permetterà
un’installazione rapida e un utilizzo semplice.
Mantenuto correttamente il materiale Miller vi
assicurerà performance immutate ed affidabili per
lunghissimo tempo, e se per qualche ragione,
l’apparecchiatura necessitasse di intervento,
trovate una guida alla soluzione dei problemi più
comuni. La lista delle parti di ricambio vi aiuterà a
decidere il particolare giusto da sostituire per
risolvere i problemi. Trovate infine informazioni
dettagliate riguardanti Garanzia e Assistenza del
vostro apparecchio.
Miller Electric produce una linea completa
di saldatrici ed apparecchi legati alla
saldatura. Per informazioni sugli altri
prodotti Miller di qualità contattare il distributore Miller per ricevere il
catalogo aggiornato completo o i singoli fogli del catalogo.
Miller, il vostro partner per
la saldatura!
Miller è stato il primo
produttore de apparecchi
per saldatura, negli Stati
Uniti, a essere certificato
secondo le norme de
assicurazione e controlle
della qualità ISO
9001:2000
Tutti i generatori i Miller
sono coperti dalla Garanzia
True Blue, che vi silleverà
da ogni preoccupazione e
problema.

INDICE
SEZIONE 1 − PRECAUZIONI DI SICUREZZA − LEGGERE PRIMA DELL’USO 1. . . . . . . . . . . . . . . . . . . . . .
1-1. Uso Simboli 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-2. Rischi Saldatura ad Arco 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-3. Rischi riguardanti installazione addizionale, operazione e manutenzione 3. . . . . . . . . . . . . . . . . . . . . .
1-4. Avvertenze “California Proposition 65” 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-5. Norme di Sicurezza Principali 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-6. Informazione EMF 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SEZIONE 2 − DEFINIZIONI 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-1. Significato degli adesivi di avviso 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-2. Simboli e definizioni 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SEZIONE 3 − INTRODUZIONE 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-1. Dati tecnici 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SEZIONE 4 − INSTALLAZIONE 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-1. Ubicazione 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-2. Schema di collegamento dell’apparecchiatura 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-3. Collegamenti sul pannello posteriore e al gruppo trascinafilo 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-4. Presa a 14 poli 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-5. Tabella delle torce consigliate 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-6. Tipo, sezione e velocità di alimentazione filo 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-7. Installazione del filo per saldatura 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SEZIONE 5 − FUNZIONAMENTO 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-1. Termini operativi 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-2. Termini della saldatura ad impulsi 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-3. Comandi sul pannello frontale 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-4. Comandi sul pannello frontale e posteriore 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SEZIONE 6 − IMPOSTAZIONE DELLA SEQUENZA DEI PARAMETRI 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6-1. Sequenza dei parametri in un programma 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SEZIONE 7 − IMPOSTAZIONE DEI PARAMETRI NELLA DOPPIA PROGRAMMAZIONE 18. . . . . . . . . . . . .
7-1. Selezione di due programmi 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7-2. Schemi pulsanti ed interruttori per il comando “dual schedule” (doppia programmazione) 19. . . . . . . . .
SEZIONE 8 − UTILIZZO DELLA SCHEDA DATI OPZIONALE 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-1. Termini della scheda dati 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-2. Installazione della scheda dati 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-3. Display scheda 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-4. Inserimento del codice di accesso 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8-5. Sicurezza 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SEZIONE 9 − CONFIGURAZIONE DEL SISTEMA 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-1. Accesso al menu di configurazione 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9-2. Parametri del display di configurazione del sistema 24. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
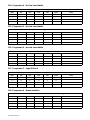
SEZIONE 10 − PROGRAMMI PER SALDATURA AD IMPULSI STANDARD FOR SALDATRICI AD INVERTER
PHOENIX/INVISION 456 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10-1. Programma 1 − Acciaio 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10-2. Programma 2 − Acciaio 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10-3. Programma 3 − Acciaio 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10-4. Programma 4 − Acciaio 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10-5. Programma 5 − Acciaio Inossidabile 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10-6. Programma 6 − Acciaio Inossidabile 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10-7. Programma 7 − Anima metallica 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10-8. Programma 8 − Anima metallica 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

INDICE
SEZIONE 11 − PROGRAMMI PER SALDATURA AD IMPULSI STANDARD PER SALDATRICI AD INVERTER
XMT 304 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11-1. Programma 1 − Acciaio 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11-2. Programma 2 − Acciaio 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11-3. Programma 3 − Acciaio 27. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11-4. Programma 4 − Acciaio Inossidabile 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11-5. Programma 5 − Acciaio Inossidabile 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11-6. Programma 6 − Acciaio Inossidabile 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11-7. Programma 7 − Lega di Nichel 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11-8. Programma 8 − Anima metallica 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SEZIONE 12 − REGOLAZIONE DELLO SharpArcE 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12-1. Scelta e regolazione della funzione SharpArcE 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SEZIONE 13 − PUNTI DI ISTRUZIONE 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13-1. Istruzione con 15 punti 30. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13-2. Ridefinizione dei punti di istruzione 31. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SEZIONE 14 − MANUTENZIONE E INCONVENIENTI 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14-1. Manutenzione ordinaria 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14-2. Regolazione velocità iniziale del motore 33. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14-3. Segalazioni di anomalie (Error) 34. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14-4. Inconvenienti riscontrabili 35. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SEZIONE 15 − SCHEMA ELETTRICO 36. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SEZIONE 16 − ELENCO PARTI 38. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
GARANZIA

OM-1585 Pagina 1
SEZIONE 1 − PRECAUZIONI DI SICUREZZA − LEGGERE
PRIMA DELL’USO
ita_som_2007−04
7
Proteggete voi stessi e gli altri — si prega di leggere e seguire le seguenti precauzioni.
1-1. Uso Simboli
PERICOLO! Indica una situazione pericolosa che, in as-
senza di contromisure, può causare lesioni gravi o fata-
li. I possibili pericoli sono raffigurati dai simboli conti-
gui o spiegati nel testo.
Indica una situazione pericolosa che, in assenza di con-
tromisure, può causare lesioni gravi o fatali. I possibili
pericoli sono raffigurati dai simboli contigui o spiegati
nel testo.
AVVISO − Indica dichiarazioni non connesse a possibili lesioni.
. Indica istruzioni speciali.
Questo gruppo di simboli significa: AVVERTENZA! Attenzione! Peri-
colo di ELETTROCUZIONE, PEZZI IN MOVIMENTO e COMPO-
NENTI CALDI. I simboli e le istruzioni per evitare i pericoli sono ripor-
tati qui di seguito.
1-2. Rischi Saldatura ad Arco
I simboli raffigurati sotto sono usati nell’intero manuale per
attirare l’attenzione ed identificare i possibili pericoli. Quan-
do si incontra il simbolo, fare attenzione ed attenersi alle
istruzioni per evitare il pericolo segnalato. Le informazioni
sulla sicurezza presentate sotto sono solamente un riassun-
to del materiale relativo agli standard di sicurezza elencato
nella sezione 1-5. Leggere e conformarsi a tutti gli standard
di sicurezza indicati.
L’installazione, messa in funzione, manutenzione e riparazio-
ne di questa unità vanno affidate esclusivamente a personale
qualificato.
Durante il funzionamento, tenere lontano chiunque, specie i
bambini.
Le SCOSSE ELETTRICHE possono
uccidere.
Toccare parti sotto tensione può causare scosse
mortali o gravi ustioni. L’elettrodo e il circuito
operativo sono sotto tensione ogni volta che il
generatore è attivato. Anche il circuito di erogazione e i circuiti interni
della macchina sono sotto tensione quando la corrente è attivata.
Nella saldatura a filo semiautomatica o automatica la bobina del filo, la
sede del rullo di guida per il filo e tutte le parti di metallo che toccano il
filo di saldatura sono sotto tensione. L’installazione o la messa a terra
incorrette della macchina costituiscono un rischio.
D Non toccare parti elettriche sotto tensione.
D Indossare guanti isolanti asciutti e privi di fori e protezione per il
corpo.
D Isolarsi dal piano di lavoro e da terra usando tappetini isolanti
asciutti o coperture di dimensioni sufficienti a evitare qualsiasi con-
tatto fisico con il piano di lavoro o con il pavimento.
D Non utilizzare prese a c.a. in zone umide se gli spazi sono ristretti o
se vi e rischio di cadute.
D Utilizzare prese a c.a. solo se indispensabile.
D Se occorre utilizzare prese a c.a. , usare il commando a distanza
(se previsto).
D Quando si verifica una delle seguenti condizioni di rischio di scos-
sa elettrica, occorre prendere delle precauzioni di sicurezza
aggiuntive: in ambienti umidi o quando si indossano indumenti ba-
gnati; su strutture metalliche come scale, grigliati o impalcature;
quando ci si trova in posizioni con limitata possibilità di movimento
(posizione seduta, inginocchiata o sdraiata) oppure quando esiste
un rischio elevato di contatto inevitabile o accidentale con il pezzo
da saldare o la terra. Per queste condizioni, usare i seguenti equi-
paggiamenti, nell’ordine elencati: 1) una saldatrice
semiautomatica a filo a tensione costante in CC, 2) una saldatrice
manuale in CC (stick), oppure 3) una saldatrice in CA con tensione
a vuoto ridotta. Nella maggior parte delle situazioni, si consiglia
l’uso di una saldatrice a filo a tensione costante in CC. Inoltre, è
buona norma non lavorare mai da soli.
D Disinserire la corrente o fermare la macchina prima di installare o
effettuare operazioni di riparazione sull’attrezzatura. Assicurarsi
che il dispositivo di arresto automatico della corrente sia installato
in conformità all’ OSHA 29 CFR 1910.147 (vedi Norme di Sicurez-
za).
D Installare e mettere a terra l’attrezzatura rispettando quando con-
tenuto nel Manuale del Proprietario e secondo codici nazionali,
statali e locali.
D Controllare sempre la messa a terra della rete − controllare e assi-
curarsi che il filo di messa a terra del cavo di rete sia collegato in
modo appropriato con il terminale di terra dell’interruttore di circuito
o che la spina sia collegata ad una presa messa a terra in modo
appropriato.
D Nel fare qualsiasi collegamento di rete attaccare per primo il
conduttore di messa a terra − controllare sempre i collegamenti.
D Mantenere i cavi asciutti, senza macchie o depositi d’olio o di gras-
so e protetti contro il metallo caldo e le scintille.
D Controllare frequentemente il cavo della corrente per individuare
eventuali danni o cavi scoperti − sostituire immediatamente qual-
siasi cavo danneggiato − i cavi scoperti possono uccidere.
D Spegnere tutte le attrezzature quando non in uso.
D Non usare cavi scoperti, danneggiati, di misura inferiore al norma-
le o non giuntati in modo appropriato.
D Non avvolgere i cavi intorno al corpo.
D Se è necessaria la messa a terra del pezzo da lavorare, collegare
direttamente il pezzo a terra, con un cavo separato.
D Non toccare l’elettrodo se si è in contatto con il pezzo da lavorare, il
pavimento o un altro elettrodo appartenente ad una macchina di-
versa.
D Non toccare contemporaneamente le pinze porta elettrodo con-
nesse a due saldatrici diverse in quanto sarà presente una
tensione pari a due volte la tensione a vuoto.
D Usare solo attrezzature in buone condizioni. Riparare o sostituire
immediatamente parti danneggiate. Mantenere la macchina in
conformità a quanto descritto nel manuale.
D Indossare un’imbragatura di sicurezza nel caso si lavori sospesi
da terra.
D Tenere tutti i pannelli e i coperchi al loro posto.
D Fissare il cavo di lavoro al pezzo da lavorare con contatto metallo-
su-metallo il più vicino possibile al punto di saldatura.
D Isolare il morsetto de masse quando non e collegato al pezzo de
saldare, per evitare contatti accidentali con altri oggetti metallici.
D Anche con l’interruttore di linea aperto all’interno degli “inverter”
rimane una tensione residua pericolosa.

OM-1585 Pagina 2
E’ presente una TENSIONE CONTINUA ELEVATA
nei generatori per saldatura ad inverter dopo l’inter-
ruzione dell’alimentazione.
D Spegnere il generatore, aprire l’interruttore di linea e scaricare
i condensatori seguendo le istruzioni riportate nella Sezione
Manutenzione prima di toccare qualsiasi parte.
LA PARTI CALDE possono causare
gravi ustioni.
D Non toccare le parti calde a mani nude.
D Lasciare raffreddare prima di effettuare qual-
siasi operazione sulla torcia.
D Per movimentare parti calde, usare gli attrezzi adatti e/o indos-
sare guanti per saldatura e indumenti spessi e isolati per preve-
nire bruciature.
L’operazione di saldatura produce fumi e gas.
Respirare tali fumi e gas può essere pericoloso per
la salute.
I FUMI E I GAS possono essere peri-
colosi.
D Tenere la testa fuori dai fumi. Non respirare i fumi.
D Nel caso si lavori in ambiente chiuso, aerare l’ambiente e/o usare
un sistema di ventilazione forzata in corrispondenza dell’arco per
rimuovere i fumi e i gas prodotti dalla saldatura.
D Nel caso ci sia poca ventilazione, indossare un respiratore ad aria
di modello approvato.
D Leggere e comprendere le Schede di Sicurezza dei Materiali
(MSDSs) e le istruzioni del fabbricante riguardo i metalli, le parti di
consumo, i rivestimenti, i preparati per pulitura e gli sgrassanti.
D Lavorare in ambiente chiuso solo se ben ventilato, oppure se
si indossa un respiratore ad aria. Lavorare sempre con una perso-
na esperta al fianco. I fumi e i gas derivanti dalla saldatura possono
alterare la qualità dell’aria abbassando il livello di ossigeno e quindi
causare problemi o morte. Assicurarsi che la qualità dell’aria rientri
nei livelli di sicurezza.
D Non saldare in prossimità di operazioni di sgrassatura, pulizia o
spruzzatura. Il calore e i raggi prodotti dall’arco possono reagire
con i vapori e formare gas altamente tossici e irritanti.
D Non effettuare operazioni di saldatura su metalli rivestiti, quali ferro
zincato, piombato o cadmiato, a meno che il rivestimento non
venga rimosso dalla zona di saldatura, l’area non sia ben ventilata
e, se necessario, non si indossi un respiratore ad aria. I rivestimen-
ti e qualsiasi metallo contenente tali elementi possono emettere
fumi tossici se vengono saldati.
RAGGI DELL’ARCO possono causa-
re ustioni ad occhi e pelle.
I raggi dell’arco derivanti dal processo di saldatura
producono raggi intensi visibili e invisibili (ultraviolet-
ti e infrarossi) che possono ustionare sia occhi che
pelle. Nel luogo de saldatura si generano delle scintille.
D Indossare un casco di tipo approvato con visiera dotata di filtro con
livello di protezione appropriata per proteggere il viso e gli occhi
durante la saldatura o l’osservazione (vedi ANSI Z49.1 e Z87.1
elencati nelle Norme di Sicurezza).
D Indossare occhiali di sicurezza di modello approvato e con scher-
mi laterali sotto la maschera.
D Usare schermi protettivi o barriere ai fini di proteggere terze perso-
ne da bagliori e scintille; assicurarsi che terze persone non fissino
l’arco.
D Indossare indumenti protettivi fatti di materiale duraturo e non
infiammabile (pelle, cotone pesante o lana) e protezione per i piedi.
Saldare su contenitori chiusi, quali serbatoi, bidoni e
tubi può risultare nell’esplosione di questi ultimi.
L’arco di saldature può emanare scintille. Le scintille,
il pezzo in lavorazione e l’attrezzatura riscaldati
possono causare incendi e ustioni. Un contatto accidentale tra
l’elettrodo e oggetti in metallo può provocare scintille, esplosioni,
surriscaldamento oppure un incendio. Assicurarsi che l’area sia
sicura prima di effettuare qualsiasi operazione di saldatura.
LE OPERAZIONI DI SALDATURA pos-
sono causare incendi o esplosioni.
D Rimuovere tutti i materiali infiammabili in un area di 10,7 m intorno
all’arco di saldatura. Qualora ciò non sia possibile coprire accura-
tamente tutto con le coperture di modello approvato.
D Non effettuare operazioni di saldatura nel caso in cui ci sia la possi-
bilità che le scintille colpiscano materiale infiammabile.
D Proteggere sè stessi e gli altri da scintille e metallo caldo.
D Fare attenzione, in quanto le scintille e i materiali caldi derivanti dal
processo di saldatura possono facilmente inserirsi attraverso
piccole crepe e aperture e passare ad aree adiacenti.
D Attenzione a possibili incendi; tenere sempre un estintore nelle
vicinanze.
D Fare attenzione, in quanto operazioni di saldatura effettuate su
soffitti, pavimenti, muri di sostegno o divisori possono causare in-
cendi dalla parte opposta.
D Non effettuare operazioni di saldatura su contenitori chiusi quali
serbatoi, bidoni o tubi a meno che questi non siano preparati in mo-
do appropriato in conformità all’ AWS F4.1 (vedi Norme di
Sicurezza).
D Non saldare laddove l’atmosfera possa contenere polvere, gas o
vapori infiammabili (tipo quelli di benzina).
D Collegare il cavo di lavoro al pezzo da saldare il più vicino possibile
alla zona di saldatura ai fini di evitare che la corrente di saldatura
debba percorrere lunghi tratti, magari non in vista, in quanto questo
può causare scosse elettriche, scintille e rischi di incendio.
D Non usare la saldatrice per disgelare tubature.
D Rimuovere l’ elettrodo a bacchetta dal portaelettrodo o tagliare il
filo di saldatura alla punta di contatto quando non in uso.
D Indossare indumenti protettivi non oleosi quali guanti in pelle,
camicia pesante, pantaloni senza risvolti, calzature alte e un copri-
capo.
D Rimuovere tutti i combustibili, quali accendini al butano o fiammife-
ri, da se stessi prima di iniziare qualsiasi operazione di saldatura.
D Una volta completato il lavoro, ispezionare l’area e verificare l’as-
senza di scintille, tizzoni ardenti e fiamme.
D Usare solamente i fusibili o gli interruttori di sicurezza giusti. Non
aumentarne in modo eccessivo l’amperaggio né escluderli.
D Seguire i requisiti OSHA 1910.252 (a) (2) (iv) e NFPA 51B per i
lavori ad alta temperatura e tenere a portata di mano un dispositivo
antincendio ed un estintore.
I PEZZI DI METALLO VOLANTI o lo
SPORCO possono danneggiare gli
occhi.
D Le operazioni di saldatura, sbavatura, spazzo-
latura e molatura possono generare scintille e
proiezioni metalliche. Quando la zona saldata
si raffredda, possono essere proiettate delle
scorie.
D Anche se si indossa la maschera, utilizzare al di sotto occhiali di
protezione approvati, con schermi laterali.

OM-1585 Pagina 3
L’ACCUMULO DI GAS può causare
lesioni, anche mortali.
D Chiudere sempre la valvola della bombola
quando non si utilizza.
D In ambienti confinati, mettere sempre in funzio-
ne una ventilazione adeguata o utilizzare respi-
ratori con alimentatore d’aria approvati.
I CAMPI MAGNETICI possono i
n-
fluenzare i dispositivi medici impia
n-
tati.
D I portatori di pace−maker e di altri dispositi
vi
medici impiantati devono mantenersi a distan
-
za.
D I portatori di dispositivi medici impiantati devono consultare
il
proprio medico ed il fabbricante del dispositivo prima di avvic
i-
narsi alle operazioni di saldatura ad arco e a punti, sgorbiatura
,
taglio arco−plasma o di riscaldamento ad induzione.
IL RUMORE può danneggiare l’udito.
Il rumore emesso da alcuni procedimenti e da certi
apparecchiature può danneggiare l’udito.
D Utilizzare gli appositi tappi o paraorecchie di
modello approvato qualora il livello del rumore
sia eccessivo.
LE BOMBOLE, se danneggiate,
possono esplodere.
Le bombole di gas contengono gas sotto alta
pressione. Se danneggiata, una bombola può es-
plodere. Le bombole di gas fanno parte del processo
di saldatura e come tali devono essere maneggiate con cautela.
D Proteggere le bombole di gas compresso da calore eccessivo,
colpi, danni, scorie, fiamma viva, scintille ed archi elettrici.
D Installare le bombole in posizione verticale fissandole ad un sup-
porto fisso o agli appositi contenitori ai fini di evitare che si
rovescino o che cadano.
D Tenere le bombole lontano dalle operazioni di saldatura o da altri
circuiti elettrici.
D Non avvolgere mai una torcia di saldatura intorno ad una bombola
di gas.
D Non permettere mai che l’elettrodo tocchi una bombola.
D Non effettuare mai operazioni di saldatura su una bombola sotto
pressione in quanto questo causerà un’esplosione.
D Usare solo le bombole di gas, i regolatori, e i tubi corretti e gli
accessori adatti all’applicazione specifica; mantenere il tutto in
buone condizioni.
D Tenere la faccia lontana dall’ugello di uscita nell’aprire la valvola
della bombola.
D Tenere il coperchio protettivo sulla valvola eccetto quando la bom-
bola è in uso.
D Usare l’attrezzatura appropriata, le procedure corrette ed un nu-
mero di persone sufficiente per sollevare o spostare le bombole.
D Leggere e seguire le istruzioni riguardanti le bombole di gas com-
presso e relativi accessori, così come la pubblicazione P-1 CGA
(Compressed Gas Association) elencata nelle Norme di Sicurez-
za.
1-3. Rischi riguardanti installazione addizionale, operazione e manutenzione
RISCHIO DI INCENDIO OD ESPLO-
SIONE.
D Non posizionarle la macchina, sopra o vicino
a superfici combustibili.
D Non installare la macchina in vicinanza di ma-
teriali infiammabili.
D Non sovraccaricare il circuito di alimentazione. Prima de allac-
ciare il generatore accertarsi che il circuito de alimentazione sia
di sezione adeguato al carico che deve alimentare.
SE LA MACCHINA CADE può causare
infortuni.
D Usare la vite ad occhio per sollevare solo la
macchina e NON le parti mobili, le bombole di
gas o qualsiasi altro accessorio.
D Usare un’apparecchiatura adeguata per solle-
vare la macchina.
D Nel caso si usassero carrelli con forche ai fini di spostare la mac-
china, assicurarsi che tali forche siano di una lunghezza suffi-
ciente a raggiungere il lato opposto della macchina stessa.
L’USO ECCESSIVO può causare
SURRISCALDAMENTO DELL’APPA-
RECCHIATURA.
D Permettere che l’apparecchiatura si raffreddi;
seguire il ciclo operativo nominale.
D Ridurre la corrente o il ciclo operativo prima di
ricominciare di nuovo a saldare.
D Non ostacolare con filtri ad altro l’aria che fluisce nell’apparec-
chiatura.
LE SCINTILLE E LE SCORIE possono
causare danni.
D Indossare un gran facciale per proteggere sia
gli occhi che la faccia.
D Conformare l’elettrodo al tungsteno solamente
con la molatrice completa delle apposite prote-
zioni, in un luogo sicuro, proteggendo in modo
opportuno il volto, le mani ed il corpo.
D Le scintille possono causare incendi. Tenere lontane le sostanze
infiammabili.

OM-1585 Pagina 4
L’ELETTRICITA’ STATICA può danneg-
giare le parti sul circuito.
D Indossare fascetta di messa a terra sul polso
PRIMA di maneggiare circuiti o parti.
D Usare sacchi o scatole antistatica per imma-
gazzinare, muovere o trasportare cartelle di
circuito stampato.
LE PARTI IN MOVIMENTO possono
essere pericolose.
D Tenersi lontani dalle parti in movimento.
D Tenersi lontani da parti potenzialmente perico-
lose, quali i rulli di trasmissione.
IL FILO DI SALDATURA può causare
ferite.
D Non premere il pulsante della torcia fino a quan-
do non ricevete istruzioni a tale fine.
D Non puntare la torcia verso il corpo, altre perso-
ne o qualsiasi metallo durante le operazioni di
alimentazione del cavo di saldatura.
LE PARTI IN MOVIMENTO possono
essere pericolose.
D Tenersi lontani da parti in movimento quali i vo-
lani.
D Tenere tutti i portelli, i pannelli, i coperchi e le
protezioni chiusi e al loro posto.
D Se necessario per la manutenzione, far rimuovere gli sportelli, i
pannelli, i coperchi o le protezioni solo da personale qualificato.
D Rimontare gli sportelli, i pannelli, i coperchi e le protezioni quan-
do la manutenzione è terminata e prima di collegare il connettore
di alimentazione.
LEGGERE LE ISTRUZIONI.
D Leggere il Manuale d’Uso prima di usare od
eseguire la manutenzione sulla saldatrice.
D Usare solamente pezzi di ricambio originali,
forniti dal fabbricante.
LE RADIAZIONI EMESSE DALL’ALTA
FREQUENZA possono causare delle
interferenze.
D Le radiazioni ad alta frequenza possono inter-
ferire con la radionavigazione, i servizi di sicu-
rezza, i computer e gli strumenti di comunica-
zione.
D Questa installazione deve essere effettuata esclusivamente da
persone qualificate e specializzate nell’uso di attrezzature elettro-
niche.
D É responsabilità dell’utente fare correggere immediatamente qual-
siasi problema di interferenza che si presenti in seguito
all’installazione da un elettricista qualificato.
D Qualora avvisati dall’FCC (Ufficio Controllo Frequenze) riguardo
interferenze, smettere immediatamente di usare l’attrezzatura.
D Assicurarsi che l’apparecchiatura sia regolarmente controllata e
mantenuta in efficienza.
D Tenere i portelli e i pannelli della fonte di alta frequenza ben chiusi,
assicurarsi che la distanza tra le puntine sia quella regolare e utiliz-
zare messe a terra e protezioni ai fini di minimizzare la possibilità di
interferenza.
LA SALDATURA AD ARCO può causare
interferenza.
D L’energia elettromagnetica può causare inter-
ferenza con il funzionamento degli apparecchi
elettronici sensibili, quali computer e macchine
regolate da computer, come i robot.
D Accertarsi che tutti gli apparecchi che si trovano nell’area di salda-
tura soddisfino i requisiti sulla compatibilità elettromagnetica.
D Per ridurre la possibilità d’interferenza, utilizzare cavi quanto più
corti possibile, vicini tra di loro e tenerli bassi, per esempio sul pavi-
mento.
D Eseguire la saldatura ad almeno 100 metri di distanza da qualsiasi
apparecchio elettrico sensibile.
D Accertarsi che la saldatrice sia installata e collegata all’impianto di
messa a terra come specificato in questo manuale.
D Se si verifica interferenza, adottare misure ulteriori quali lo sposta-
mento della saldatrice, l’utilizzo di cavi schermati, di filtri in linea o la
schermatura dell’area di lavoro.
1-4. Avvertenze “California Proposition 65”
L’apparecchiatura di saldatura o di taglio produce fumi o gas
che contengono sostanze chimiche note allo Stato della Califor-
nia come cause di malformazioni alla nascita e, in alcuni casi, di
cancro. (California Health & Safety Code Section 25249.5 e
succ.)
I morsetti, i terminali della batteria ed i relativi accessori conten-
gono piombo e leghe di piombo, sostanze chimiche note allo
Stato della California come cause di cancro e malformazioni alla
nascita o altre anomalie nella riproduzione. Lavarsi le mani dopo
aver toccato parti di batteria.
Per i motori a benzina:
I gas di scarico dei motori contengono sostanze chimiche note
allo Stato della California come cause di cancro e malformazioni
alla nascita o altre anomalie nella riproduzione.
Per i motori diesel:
I gas di scarico dei motori diesel ed alcuni dei loro componenti
sono noti allo Stato della California come cause di cancro e mal-
formazioni alla nascita o altre anomalie nella riproduzione.

OM-1585 Pagina 5
1-5. Norme di Sicurezza Principali
Safety in Welding, Cutting, and Allied Processes, (Sicurezza nella
saldatura, nel taglio e nei processi correlati), ANSI Standard Z49.1, from
Global Engineering Documents (telefono: 1-877-413-5184, sito web:
www.global.ihs.com).
Recommended Safe Practices for the Preparation for Welding and Cut-
ting of Containers and Piping, (Procedure di sicurezza raccomandate
per la preparazione della saldatura e del taglio di contenitori e tubi),
American Welding Society Standard AWS F4.1, from Global Enginee-
ring Documents (telefono: 1-877-413-5184, sito web:
www.global.ihs.com).
National Electrical Code, NFPA Standard 70, from National Fire Protec-
tion Association, P.O. Box 9101, Quincy, MA 02269-9101 (telefono:
617-770-3000, sito web: www.nfpa.org and www. sparky.org).
Safe Handling of Compressed Gases in Cylinders, (Impiego Sicuro di
Gas Compressi in Bombole), CGA Pamphlet P-1, from Compressed
Gas Association, 4221 Walney Road, 5th Floor, Chantilly, VA 20151 (te-
lefono: 703-788-2700, sito web: www.cganet.com).
Code for Safety in Welding and Cutting, (Codice per la Sicurezza nella
Saldatura e nel Taglio), CSA Standard W117.2, from Canadian Stan-
dards Association, Standards Sales, 5060 Mississauga, Ontario,
Canada L4W 5NS (telefono: 800-463-6727 or in Toronto 416-747-4044,
sito web: www.csa-international.org).
Pratica sicura di protezione degli occhi e della faccia durante il lavoro
e la formazione. ANSI Standard Z87.1, from American National Stan-
dards Institute, 25 West 43rd Street, New York, NY 10036–8002
(telefono: 212-642-4900, sito web: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, (Norma per la prevenzione degli incendi durante la saldatura ed
altre lavorazioni ad alta temperatura), NFPA Standard 51B, from Natio-
nal Fire Protection Association, P.O. Box 9101, Quincy, MA
02269-9101 (telefono : 617-770-3000, sito web: www.nfpa.org.
OSHA, Occupational Safety and Health Standards for General Indu-
stry, (Sicurezza professionale e norme di prevenzione per l’industria),
Title 29, Code of Federal Regulations (CFR), Part 1910, Subpart Q, e
Part 1926, Subpart J, from U.S. Government Printing Office, Superin-
tendent of Documents, P.O. Box 371954, Pittsburgh, PA 15250-7954
(phone: 1-866-512-1800) (ci nsono 10 uffici regionali −− il telefono per
la Regione 5, Chicago, è 312−353−2220, sito web: www.osha.gov).
1-6. Informazione EMF
Disposizioni Per La Saldatura E Gli Effetti Di Elettricità A Bassa Fre-
quenza E Campi Magnetici.
La corrente di saldatura, passando attraverso i cavi di saldatura, produ-
ce dei campi elettromagnetici. C’è stata in passato e c’è tuttora qualche
preoccupazione per questi campi. Tuttavia, dopo aver esaminato più di
500 casi in 17 anni di ricerche, un comitato speciale del Consiglio Nazio-
nale di Ricerca ha concluso che: “Le prove, secondo il giudizio del
comitato, non hanno dimostrato che l’esposizione a campi elettrici e
magnetici costituisca un rischio per la salute dell’uomo.” Tuttavia, gli
studi proseguono e le prove continuano ad essere esaminate. Fino a
che non verranno raggiunti i risultati finali della ricerca, è comunque
buona norma ridurre al minimo l’esposizione ai campi elettromagnetici
quando si eseguono saldature o tagli.
Ai fini di ridurre i rischi di campi magnetici sul posto di lavoro, seguire
le seguenti istruzioni:
1. Mantenere i cavi uniti attorcigliandoli l’uno sull’altro, nastrandoli o
usando un copricavi.
2. Sistemare tutti i cavi da una parte, lontano dall’operatore.
3. Non avvolgere i cavi intorno al corpo.
4. Tenere il generatore e i cavi il più lontano possibile.
5. Fissare il morsetto al pezzo da lavorare il più vicino possibile al
punto di saldatura.
Nota sui dispositivi medici impiantati
I portatori di dispositivi medici impiantati devono consultare il proprio
medico ed il fabbricante del dispositivo prima di avvicinarsi o eseguire
operazioni di saldatura ad arco e a punti, sgorbiatura, taglio arco−pla-
sma o di riscaldamento ad induzione. Una volta ottenuto il parere
favorevole del medico, non mancare si attenersi alle procedure indicate
in precedenza.

OM-1585 Pagina 6

OM-1585 Pagina 7
SEZIONE 2 − DEFINIZIONI
2
-1. Significato degli adesivi di avviso
1 1.1 1.2 1.3
3 3.1 3.2 3.3
4 4.1
+
2
2.1
2.2
+
+
56
+
2.3
S-178 936
A. Attenzione! Questa operazione comporta
possibili rischi! Tali rischi vengono illustrat
i
dai simboli.
B. I rulli di guida possono causare lesioni alle
dita.
C. Il filo di saldatura e il gruppo trascinafilo
sono alla tensione di saldatura durante il
funzionamento − tenere lontane le mani e
qualsiasi oggetto metallico.
1 Le scosse elettriche possono essere letali
.
1.1 Indossare guanti isolanti asciutti. Non
toccare l’elettrodo con le mani nude. Non
indossare guanti bagnati o danneggiati.
1.2 Proteggersi da scariche elettriche
isolandosi dal pezzo in lavorazione e da
terra.
1.3 Scollegare l’alimentazione elettrica prima
di intervenire sulla macchina.
2 Respirare i fumi prodotti dalle operazioni
di saldatura può essere pericoloso per la
salute.
2.1 Tenere la testa fuori dai fumi.
2.2 Utilizzare un sistema di ventilazione
forzata o di ricambio d’aria locale per
eliminare i fumi.
2.3 Utilizzare una ventola di areazione per
eliminare i fumi.
3 Le scintille derivanti dall’operazione di
saldatura possono causare esplosioni o
incendi.
3.1 Tenere lontano qualsiasi materiale
infiammabile. Non effettuare operazioni di
saldatura vicino a materiali infiammabili.
3.2 Le scintille derivanti dalle operazioni di
saldatura possono causare incendi.
Tenere un estintore nelle vicinanze ed
istruire un addetto al suo utilizzo.
3.3 Non effettuare operazioni di saldatura su
bidoni o qualsiasi contenitore chiuso.
4 I raggi dell’arco possono causare ustioni
agli occhi e causare lesioni alla pelle.
4.1 Indossare un casco e gli occhiali di
sicurezza. Proteggere le orecchie e
abbottonare la camicia fino al colletto.
Indossare un casco con visiera protettiva
dotata di filtro con livello di protezione
adeguato. Indossare indumenti protettivi
su tutto il corpo.
5 Abituarsi a queste precauzioni e leggere
le istruzioni prima di lavorare sulla
macchina o saldare.
6 Non rimuovere o coprire in alcun modo
l’etichetta.
ABC

OM-1585 Pagina 8
2-2. Simboli e definizioni
.
Simboli presenti sui prodotti CE.
Erogazione Corrente alternata
A
Ampere
V
Volt
Spento
X
Ciclo di lavoro
IP
Grado di
protezione
Hz
Hertz
Avanzamento filo
nella guaina
Selezione
parametro
Pulsante torcia
Collegamento
alla linea di
alimentazione
Spurgo circuito
del gas
Leggere le
istruzioni.
Dispositivo
“impulsi” inserito
Dispositivo
“impulsi” escluso
Aumento
Spia dispositivo
“impulsi” inserito
Spia dispositivo
“impulsi” escluso
U
1
Tensione primaria
U
2
Tensione a carico
I
1
Corrente primaria
I
2
Corrente nominale Percento
Alimentazione
monofase

OM-1585 Pagina 9
SEZIONE 3 − INTRODUZIONE
3-1. Dati tecnici
Tipo di
alimentazione
Tipo di generatore
per saldatura
Gamma
velocità di
avanzamento
filo
Diametro fili
Capacità
nominale
circuito di
saldatura
Grado
di pro-
tezione
IP
Dimensioni
d’ingombro
Peso
24 V CA
Monofase
10 A 50/60 Hz
Tensione Costante
Corrente Continua per
GMAW oppure
Tensione Costante /
Corrente Costante C.C.
per GMAW-P
In tutti i casi è necessaria
una spina a 14 poli ed un
controllo contattore
Standard: da 1,3
a 19,8 m/min
Alta velocità
opzionale: da
2,3 a 36,5 m/min
Da 0,6 a
3,2 mm
Peso
massimo
bobina 27 kg
100 V,
750 A, ciclo
di lavoro del
100%
IP 21 Lunghezza:
673 mm
Larghezza:
356 mm
Altezza:
356 mm
26 kg
SEZIONE 4 − INSTALLAZIONE
1 Alimentatore filo
2 Golfare
3 Piedini di gomma
4 Guida
Scegliere una guida che permetta
a tutti i piedini di gomma di appog-
giare in modo sicuro sul
generatore.
5 Bobina filo
6 Bombola del gas (fornita dal
cliente)
7 Generatore di saldatura
! Fare attenzione che la bo-
bina di filo non entri
incontatto con la bombola.
! Non muovere od utilizzare
l’apparecchiatura se si trova
in posizione instabile.
4-1. Ubicazione
Ref. ST-152 468-A / ST-152 467-C
1
5
2
4
7
6
3

OM-1585 Pagina 10
1 Modello 300/400 A,
generatore di saldatura
“inverter” a corrente/tensione
costante
. Utilizzare le impostazioni indi-
cate sia per la saldatura MIG
ad impulsi sia per quella MIG
standard.
2 Modello 450 A C.C.,
generatore di saldatura
“inverter”.
3 Cavo con spina a 14 poli
4 Cavo di saldatura positivo (+)
5 Cavo di saldatura negativo
(−)
Per le operazioni di saldatura ad
arco pulsato, assicurarsi che i cavi
di saldatura siano della sezione
adeguata per la corrente massima
(vedere il Manuale del generatore).
6 Pezzo in lavorazione
7 Cavo di rilevamento della
tensione (utilizzo opzionale)
8 Torcia
Per le operazioni di saldatura ad
arco pulsato, assicurarsi che la tor-
cia sia diportata adeguata alla cor-
rente massima. Installare seguen-
do quanto specificato nel Manuale
della torcia stessa.
9 Alimentatore filo
4
-2. Schema di collegamento dell’apparecchiatura
ST-801 797-A / Ref. ST-175 086 / Ref. ST-180 311-B
1
3
4
5
6
7
8
9
2

OM-1585 Pagina 11
Attrezzi necessari:
1 Tubo del gas fornito dal
cliente
2 Raccordo valvola del gas
Necessita di raccordo con filettatu-
ra destra da 5/8-18.
3 Cavo di rilevamento della
tensione
4 Cavo con spina a 14 poli
5 Cavo di saldatura
6 Terminale cavo di saldatura
7 Gruppo trascinafilo
Per ruotare il gruppo trascinafilo,
allentare la vite ad esagono incas-
sato, far ruotare il gruppo, quindi
serrare la vite.
8 Ubicazione della targhetta dei
dati tecnici
4-3. Collegamenti sul pannello posteriore e al gruppo trascinafilo
Ref. ST-156 928-C / ST-156 930
9/16”, 5/8”
3/16”
8
1
2
3
5
6
4
7

OM-1585 Pagina 12
4-4. Presa a 14 poli
Terminali* Informazioni
AJ
B
K
I
C
L
NH
D
M
G
E
F
A 24 V CA rispetto al terminale G.
B La chiusura con il contatto A completa il circuito di controllo del contattore a 24 V.
G Comune del circuito a 24 V CA.
C Uscita a + 10 V CC verso il comando a distanza, rispetto al terminale D.
D Comune del circuito di comando a distanza.
E Segnale di ingresso da 0 a + 10 V CC dal comando a distanza, rispetto al terminale D.
H Segnale tensione; da 0 a +10 V CC, 1 V ogni 10 V dell’arco.
F Segnale corrente; da 0 a +10 V CC, 1 V ogni 100 A.
M Selettore corrente costante/tensione costante (+24 V = tensione costante)
N Induttanza (0-10 V)
*Gli altri terminali non vengono utilizzati.
4-5. Tabella delle torce consigliate
Processi Torcia
GMAW − Fili duri o con anima interna Roughneck C-Series: 300, 400, 500, e 600
Amp.
FCAW − Fili Autoschermati FC-1260 oppure FC-1150
4-6. Tipo, sezione e velocità di alimentazione filo
Velocità del motore Tipo di filo Sezione del filo Velocità di alimentazione
Standard Tutti Da 0,6 a 2 mm Da 1,3 a 19,8 m/min
Standard Tutti Da 2,4 a 2,8 mm Da 1,3 a 17,8 m/min
Standard Tutti 3,2 mm Da 1,3 a 7,6 m/min
Alta velocità (opzionale) Tutti Da 0,6 a 2 mm Da 2,3 a 35,6 m/min

OM-1585 Pagina 13
Attrezzi necessari:
3/16, 5/64 di pollice
15/16, 3/8 di pollice
. Durante l’installazione della torcia,
posizionare il guidafilo di uscita il più vi-
cino possibile ai rullini, senza toccarli.
Installare la torcia. Distendere il gruppo ca-
vi. Tagliare l’estremità del filo. Far passare
il filo attraverso i guidafilie i rullini trascinafi-
lo. Premere il pulsante avanzamento filo per
far fuoriuscire il filo dalla torcia.
. Per i fili teneri o per i fili di acciaio inox
di piccolo diametro, utilizzare due rullini
ed impostare la pressione da 0 ad un
massimo di 4 sulla scala dell’indicatore
della pressione (in modo tale che solo
la molla interna sia compressa). Que-
sta impostazione garantisce in genera-
le le prestazioni migliori per questi tipi di
filo.
Per regolare la pressione dei rullini, mante-
nere l’ugello ad una distanza approssimati-
va di 50 mm da una superficie non condutti-
va e premere l’interruttore della torcia per
far avanzare il filo fino alla superficie. Serra-
re la manopola in modo tale che il filo non
scivoli. Non serrare eccessivamente. Se
l’estremità del contatto è completamente
bloccata, il filo deve slittare (vedere le rego-
lazioni della pressione qui sopra).
Tagliare il filo. Chiudere il coperchio.
Nessuno slittamento
del filo
Se necessario, spostare il mozzo ed il supporto della
bobina in modo che il filo entri in modo rettilineo dalla
bobina nei rulli di guida. Installare la bobina. Regolare
la tensione tramite l’apposito dado in modo che il filo
rimanga teso quando l’alimentatore si arresta.
Installare i guidafili e la
guida antiusura.
Installare i rullini trascinafilo.
4-7. Installazione del filo per saldatura
Ref. ST-156 929 / Ref. SC-150 922 / Ref. ST-156 930 / S-0627-A
Regolazio
ne della
pressione
SUPERFICIE
NON CONDUTTIVA
SUPERFICIE
NON CONDUTTIVA
Slittamento del filo
Scala
dell’indicatore
di pressione

OM-1585 Pagina 14
Annotazioni

OM-1585 Pagina 15
SEZIONE 5 − FUNZIONAMENTO
5-1. Termini operativi
.
Consultare la Guida delle opzioni per informazioni di programmazione dettagliate.
Viene di seguito riportato un elenco di termini e definizioni relativi a questo alimentatore di fili.
Termini generali
Saldatura ad impulsi adattati L’alimentatore regola automaticamente la frequenza degli impulsi per mantenere una lunghezza
d’arco costante, indipendentemente dalla lunghezza del codulo (parte di filo fuoriuscente dal
beccuccio).
Alimentazione filo Quando non vi é corrente di saldatura, il filo viene alimentato per circa tre secondi alla velocità di
alimentazione preimpostata, quindi il contattore del generatore di saldatura si apre ed il filo continua
ad avanzare, ma alla velocità del pulsante “JOG”.
Induttanza Con l’aumentare dell’induttanza, aumenta il tempo in cui l’arco rimane acceso ed il bagno di
saldatura diviene più fluido.
SharpArc™ Regolazione della larghezza del cono d’arco e delle caratteristiche d’arco in saldatura pulsata. Au-
mentando il valore di SharpArc diminuisce la larghezza del cono d’arco.
Trim Regolazione della lunghezza dell’arco durante le operazioni di saldatura ad impulsi. Aumentando il
trim aumenta la lunghezza dell’arco. Tale funzione viene sostituita da una misurazione in Volt per i
programmi MIG.
Regolazione simultanea L’operatore imposta i parametri per la saldatura ad arcopulsato, per una determinata velocità del
filo. L’alimentatore determina i parametri di saldatura adeguati per ogni variazione della velocità del
filo.
Termini del pannello laterale
Modalità di processo Per selezionare il tipo di procedimento che si desidera utilizzare: ad impulsi, ad impulsi adattati, e
MIG standard.
Modalità sequenza Viene utilizzata per selezionare e programmare le sequenze di saldatura e comprende saldatura,
Crater fill, Burnback, Postflow, Preflow, Run-in e Start
Funzione di programmazione
doppia
Viene utilizzata per selezionare due programmi che possono essere eseguiti in sequenza.
Modalità scheda Viene utilizzata per selezionare l’uso della scheda opzionale per la memorizzazione dei dati e le
lettura dei dati.
Modalità sicurezza Funziona solo con una scheda dati. Consente di utilizzare la funzione di blocco per restringere la
gamma di variazioni eseguibili sui parametri di un programma.
Tempo
A
1 Apk = Corrente di picco
Aumentando l’Apk si aumenta la pe-
netrazione
Vpk = Tensione massima
Tensione dell’arco durante la corren-
te di picco nella forma d’onda. Deter-
mina la lunghezza dell’arco nella sal-
datura ad impulsi adattati.
2 Abk = Corrente di base
Mantiene l’arco innescato tra un im-
pulso e l’altro
3 PPS = Impulsi al secondo
Aumentando il PPS si aumenta la ve-
locità di lavoro
4 PWms = Durata dell’impulso in
millisecondi
Aumentando il PWms si aumenta
l’ampiezza del cordone di saldatura
5-2. Termini della saldatura ad impulsi
3
1
2
4

OM-1585 Pagina 16
1 Display
2 Pulsante di selezione parametri
Premere il pulsante per spostare la frec-
cia > sul display
3 Pulsante avanzamento filo
Premere per fare avanzare momentanea-
mente il filo senza attivare il circuito di
saldatura o la elettrovalvola del gas.
La velocità di alimentazione intermittente
può essere modificata utilizzando la mano-
pola di regolazione mentre si tiene premuto
il pulsante Alimentazione intermittente. La
taratura standard é 5 m/min.
4 Manopola di regolazione
Ruotare la manopola per variare il valore in-
dicato dalla freccia >.
Ruotando la manopola di uno scatto si au-
menta/diminuisce il trim (lunghezza
dell’arco) di una unità oppure la tensione di
0,1 V.
Quando si seleziona IPM, la rotazione della
manopola di uno scatto corrisponde ad un
aumento/una diminuzione della velocità di
alimentazione del filo (IPM) di una unità.
Quando si seleziona M/MIN, la rotazione
della manopola di tre scatti corrisponde ad
un aumento della velocità di alimentazione
del filo (M/MIN) 0,1.
Quando si seleziona Prg #, la rotazione del-
la manopola di uno scatto fa
aumentare/diminuire il numero del pro-
gramma (Prg #) di una unità.
Il numero di programma non può essere
cambiato durante la saldatura, fatta ecce-
zione per la modalità di programmazione
doppia (vedere Sezione 7).
SharpArc™ è indicato come “Arc” sul di-
splay (vedi Sezione 13). E’ usato per
regolare la larghezza del cono d’arco e le
caratteristiche d’arco.
L’impostazione di default è la saldatura ad
impulsi. Utilizzare i comandi del pannello la-
terale per cambiare la modalità (ad impulsi,
ad impulsi adattativi, oppure MIG standard).
5 Pulsante dispositivo “impulsi/continuo”
e spia.
La condizione “impulsi” del pulsante della
torcia può essere inserita nel programma.
La spia si accende durante l’esecuzione dei
programmi nei quali questa funzione è atti-
va.
Per saldare senza tenere continuamente
premuto il pulsante della torcia, premere e
rilasciare il pulsante per attivare la funzione
(la spia si accende).
Per iniziare il ciclo di saldatura, premere e
rilasciare il pulsante della torcia entro tre se-
condi dall’accensione dell’arco. Per
terminare il ciclo di saldatura, premere e ri-
lasciare il pulsante della torcia.
6 Pulsante spurgo circuito del gas
Premere per attivare temporaneamente la
elettrovalvola del gas senza attivare il cir-
cuito di saldatura.
Premendo contemporaneamente il pul-
sante Avanzamento filo ed il pulsante
Spurgo, vengono visualizzati i parametri
degli impulsi sul display del pannello la-
terale e la tensione su quello del
pannello frontale.
5-3. Comandi sul pannello frontale
ST-155 222-B
1
2
3
4
5
6
1 Display modalità
2 Pulsante selezione modalità
Premere il pulsante per muovere la
freccia > sul display.
3 Display parametri
4 Pulsante selezione parametri
Premere il pulsante per muovere >
sul display.
5 Pulsante aumento parametri
6 Pulsante diminuzione
parametri
7 Interruttore di accensione
8 Disgiuntore CB1
Il disgiuntore CB1 protegge l’ali-
mentatore dai sovraccarichi.
5-4. Comandi sul pannello frontale e posteriore
ST-155 223 / Ref. ST-157 433-B
7 8
Pannello posteriore
5
6
3
1
2
4
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
A página está carregando...
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52




















































Miller S-64M Manual do proprietário
- Tipo
- Manual do proprietário
- Este manual também é adequado para
em outras línguas
- italiano: Miller S-64M Manuale del proprietario
Artigos relacionados
-
Miller LF185279 Manual do proprietário
-
-
-
-
-
-
-
-
Miller S-74S CE Manual do proprietário